147HEIDENHAIN TNC 426 B, TNC 430
Maintaining the position of the tool tip when
positioning with tilted axes (TCPM*): M128
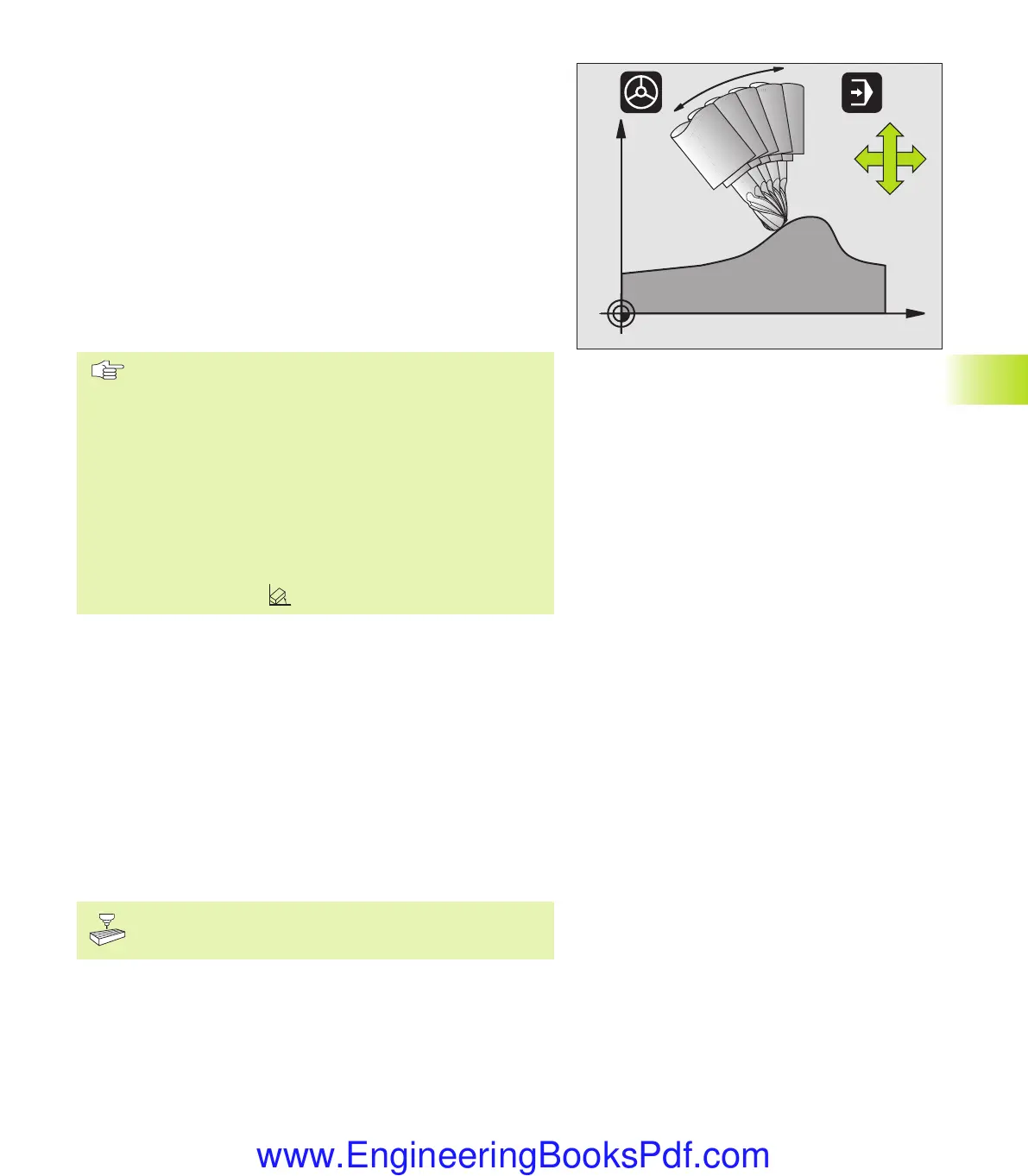
Standard behavior
The TNC moves the tool to the positions given in the part program.
If the position of a tilted axis changes in the program, the resulting
offset in the linear axes must be calculated and traversed in a
positioning block (see figure on the left with M114).
Behavior with M128
If the position of a controlled tilted axis changes in the program, the
position of the tool tip to the workpiece remains the same.
If you wish to use the handwheel to change the position of the
tilted axis during program run, use M118 in conjunction with M128.
Handwheel positioning in a machine-based coordinate is possible
when M128 is active.
Reset M128 before positioning with M91 or M92 and
before a TOOL CALL.
To avoid contour gouging you must use only spherical
cutters with M128.
The tool length must refer to the spherical center of the
tool tip.
The TNC does not adjust the active radius compensation
in accordance with the new position of the tilted axis.
The result is an error which is dependent on the angular
position of the rotary axis.
If M128 is active, the TNC shows in the status display the
following symbol:
an
M128 on tilting tables
If you program a tilting table movement while M128 is active, the
TNC rotates the coordinate system accordingly. If for example you
rotate the C axis by 90° and then program a movement in the X
axis, the TNC executes the movement in the machine axis Y.
The TNC also transforms the defined datum, which has been
shifted by the movement of the rotary table.
Effect
M128 becomes effective at the start of block, M129 at the end of
block. M128 is also effective in the manual operating modes and
remains active even after a change of mode.
To cancel M128, enter M129. The TNC also resets M128 if you
select a new program in a program run operating mode.
The machine geometry must be entered in machine
parameters 7510 ff. by the machine tool builder.
*) TCPM = Tool Center Point Management
X
Z
B
Z
X
7.5 Miscellaneous Functions for Rotary Axes
Hkap7.pm6 30.06.2006, 07:03147
www.EngineeringBooksPdf.com
 Loading...
Loading...




