8 Programming: Cycles
152
8.1 General Information on Cycles
Frequently recurring machining cycles that comprise several
working steps are stored in the TNC memory as standard cycles.
Coordinate transformations and other special cycles are also
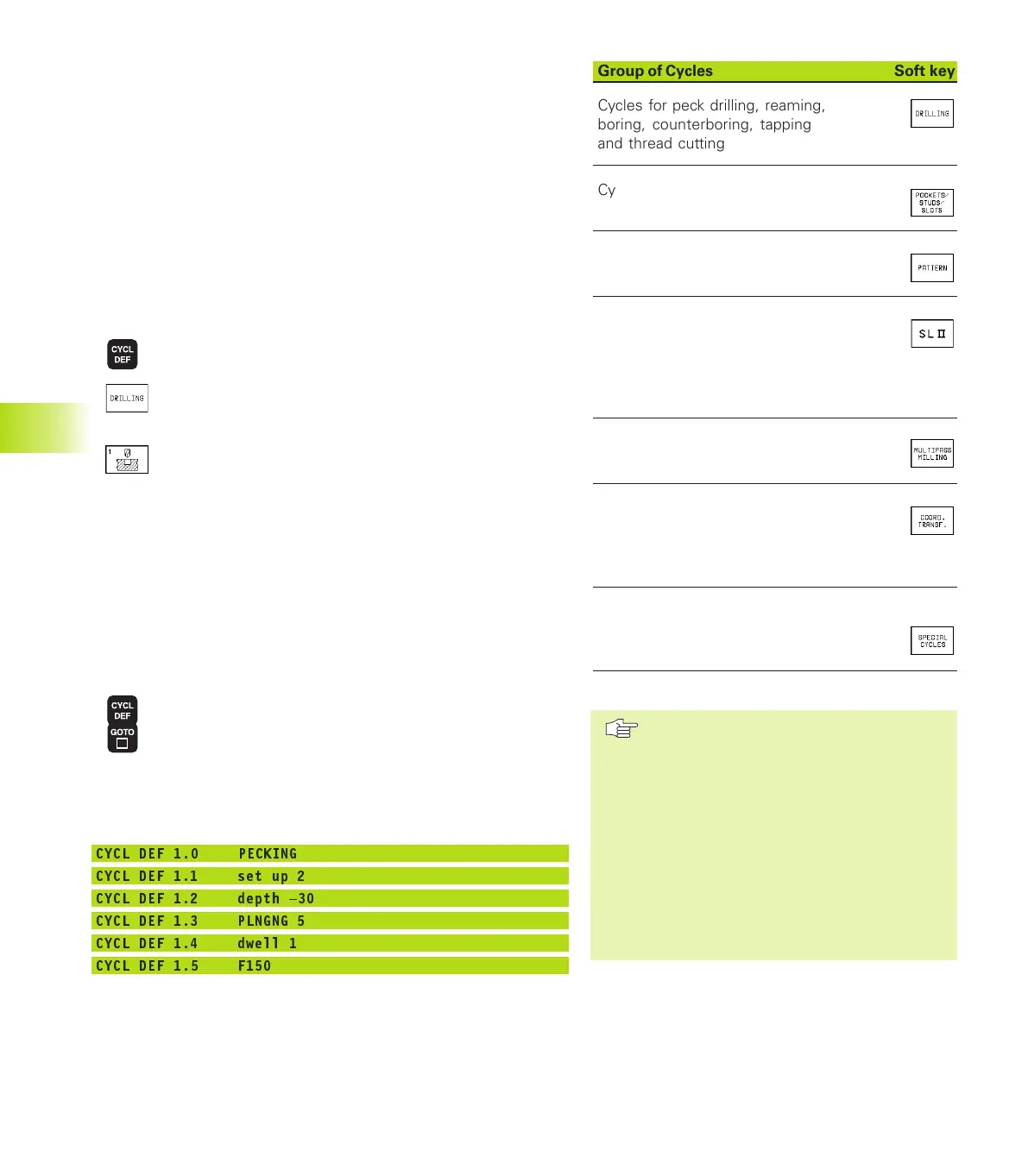
provided as standard cycles. The table at right lists the various cycle
groups.
Fixed cycles with numbers 200 and over use Q parameters as
transfer parameters. Parameters with specific functions that are
required in several cycles always have the same number: For
example, Q200 is always assigned the setup clearance, Q202 the
plunging depth, etc.
Defining a cycles via soft-key structure
ú
The soft-key row shows the available groups of cycles
ú
Press the soft key for the desired group of cycles, for
example DRILLING for the drilling cycles
ú
Select the desired cycle, for example PECKING. The
TNC initiates the programming dialog and asks all
required input values. At the same time a graphic of
the input parameters is displayed in the right screen
window. The parameter that is asked for in the dialog
prompt is highlighted
ú
Enter all parameters asked by the TNC and conclude
each entry with the ENT key
ú
The TNC terminates the dialog when all required data
have been entered
Defining a cycle using the GOTO function
ú
The soft-key row shows the available groups of cycles
ú
Overview of all cycles available in the TNC
ú
Enter the cycle number, or use the cursor key to select
the number from the list. Then confirm your entry or
selection with ENT.
Example NC blocks
CYCL DEF 1.0 PECKING
CYCL DEF 1.1 set up 2
CYCL DEF 1.2 depth 30
CYCL DEF 1.3 PLNGNG 5
CYCL DEF 1.4 dwell 1
CYCL DEF 1.5 F150
Group of Cycles Soft key
Cycles for peck drilling, reaming,
boring, counterboring, tapping
and thread cutting
Cycles for milling pockets, studs
and slots
Cycles for producing hole patterns,
such as circular or linear patterns
SL (Subcontour List) cycles, which
allow the contour-parallel machining of
relatively complex contours consisting
of several overlapping subcontours,
cylinder surface interpolation
Cycles for face milling of flat or
twisted surfaces
Coordinate transformation cycles
which enable datum shift, rotation,
mirror image, enlarging and reducing
for various contours
Special cycles such as dwell time,
program call, oriented spindle stop
and tolerance
8.1 General Information on Cycles
If you use indirect parameter
assignments in fixed cycles with
numbers greater than 200 (e.g. Q210 =
Q1), any change in the assigned
parameter (e.g. Q1) will have no effect
after the cycle definition. Define the
cycle parameter (e.g. Q210) directly in
such cases.
In order to be able to run cycles 1 to 17
on older TNC models, you must program
an additional negative sign before the
values for safety clearance and plunging
depth.
kkap8.pm6 30.06.2006, 07:03152
www.EngineeringBooksPdf.com
 Loading...
Loading...




