8 Programming: Cycles
208
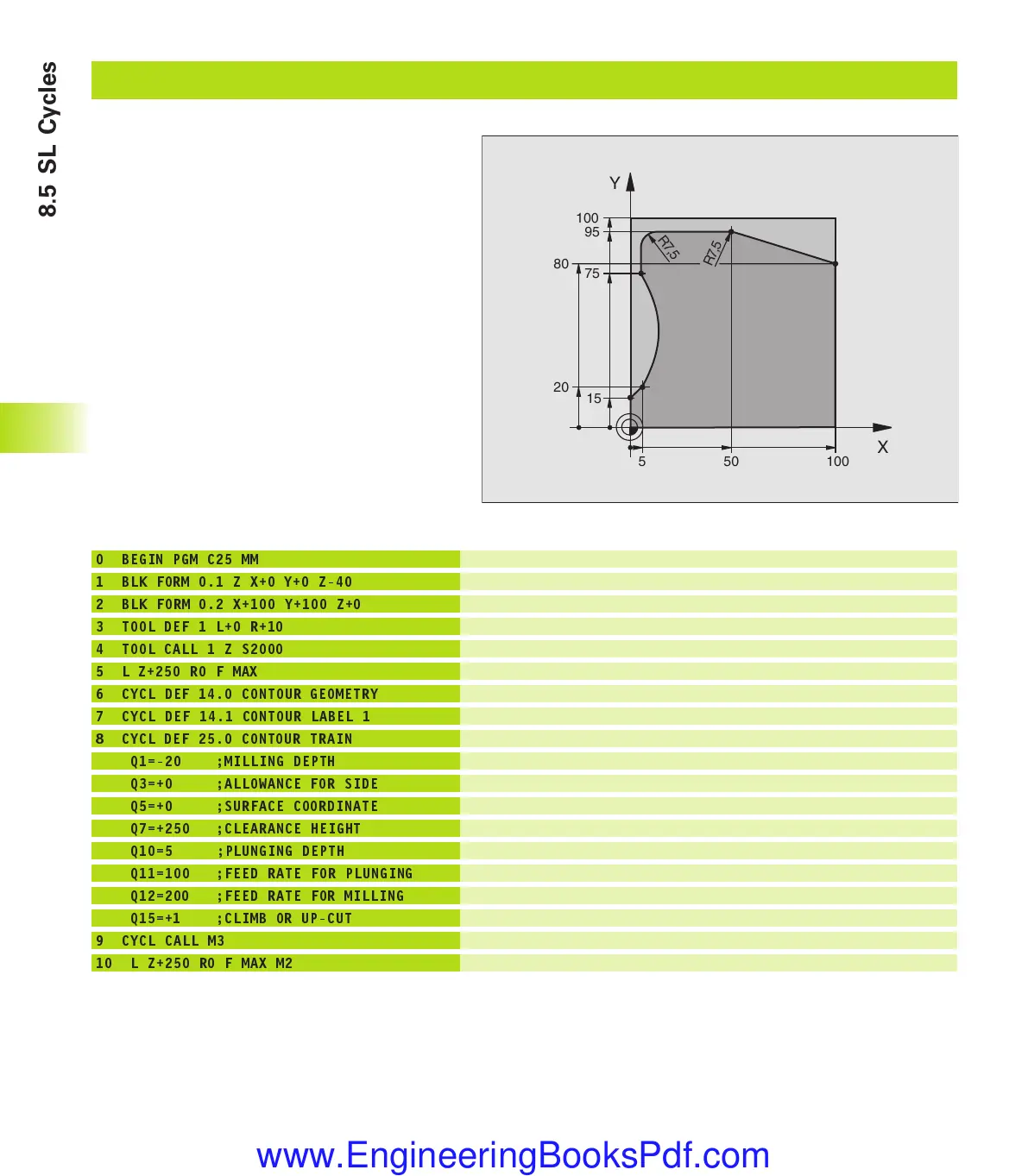
Example: Contour train
Define the workpiece blank
Define the tool
Call the tool
Retract the tool
Define contour subprogram
Define machining parameters
Call the cycle
Retract in the tool axis, end program
0 BEGIN PGM C25 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S2000
5 L Z+250 R0 F MAX
6 CYCL DEF 14.0 CONTOUR GEOMETRY
7 CYCL DEF 14.1 CONTOUR LABEL 1
8 CYCL DEF 25.0 CONTOUR TRAIN
Q1=-20 ;MILLING DEPTH
Q3=+0 ;ALLOWANCE FOR SIDE
Q5=+0 ;SURFACE COORDINATE
Q7=+250 ;CLEARANCE HEIGHT
Q10=5 ;PLUNGING DEPTH
Q11=100 ;FEED RATE FOR PLUNGING
Q12=200 ;FEED RATE FOR MILLING
Q15=+1 ;CLIMB OR UP-CUT
9 CYCL CALL M3
10 L Z+250 R0 F MAX M2
X
Y
5
20
100
100
80
50
95
75
15
R7,5
R7,5
8.5 SL Cycles
kkap8.pm6 30.06.2006, 07:03208
www.EngineeringBooksPdf.com
 Loading...
Loading...




