233
HEIDENHAIN TNC 426 B, TNC 430
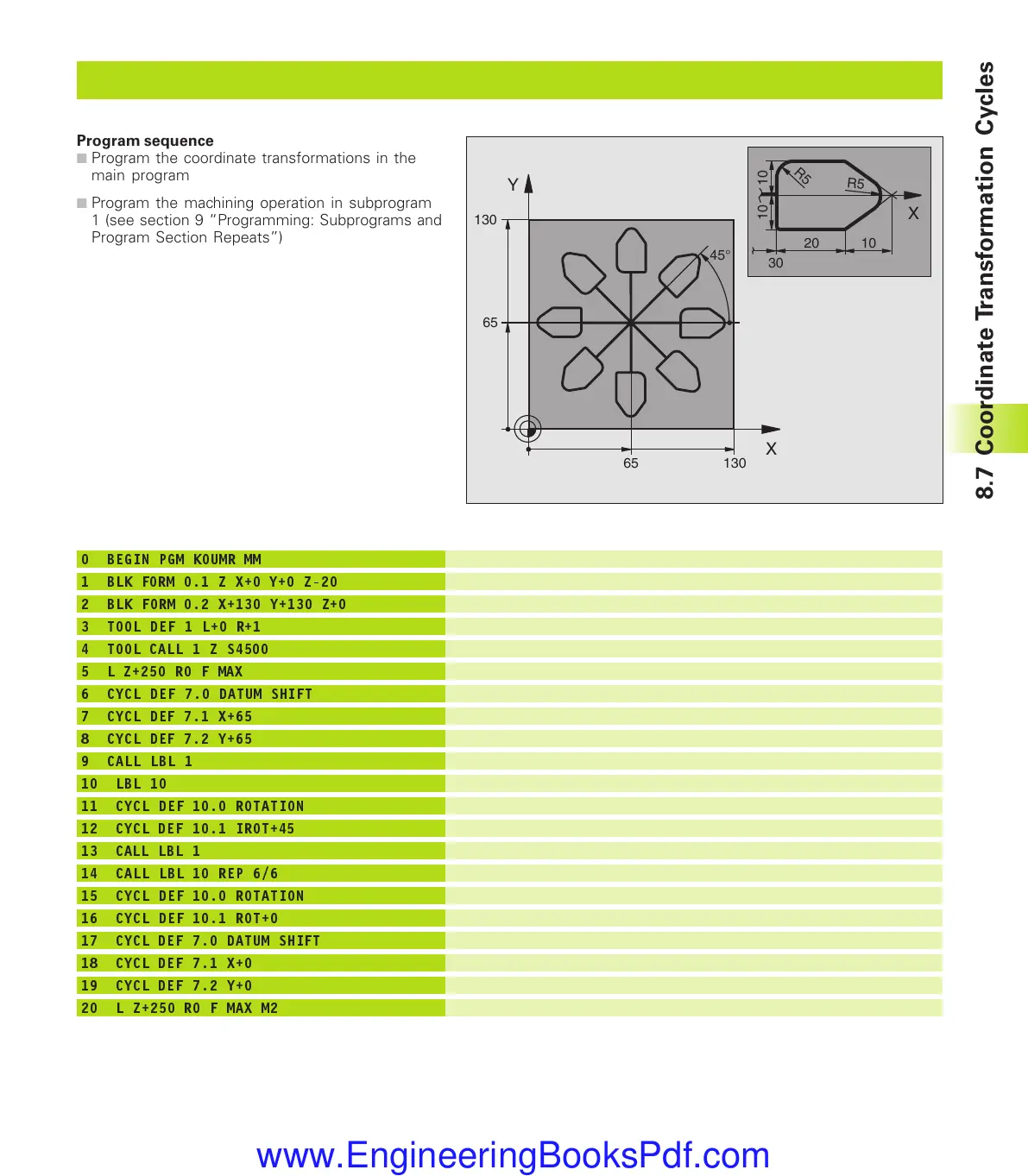
Example: Coordinate transformation cycles
Define the workpiece blank
Define the tool
Call the tool
Retract the tool
Shift datum to center
Call milling operation
Set label for program section repeat
Rotate by 45° (incremental)
Call milling operation
Return jump to LBL 10; execute the milling operation six times
Reset the rotation
Reset the datum shift
Retract in the tool axis, end program
0 BEGIN PGM KOUMR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 F MAX
6 CYCL DEF 7.0 DATUM SHIFT
7 CYCL DEF 7.1 X+65
8 CYCL DEF 7.2 Y+65
9 CALL LBL 1
10 LBL 10
11 CYCL DEF 10.0 ROTATION
12 CYCL DEF 10.1 IROT+45
13 CALL LBL 1
14 CALL LBL 10 REP 6/6
15 CYCL DEF 10.0 ROTATION
16 CYCL DEF 10.1 ROT+0
17 CYCL DEF 7.0 DATUM SHIFT
18 CYCL DEF 7.1 X+0
19 CYCL DEF 7.2 Y+0
20 L Z+250 R0 F MAX M2
Program sequence
■
Program the coordinate transformations in the
main program
■
Program the machining operation in subprogram
1 (see section 9 “Programming: Subprograms and
Program Section Repeats”)
8.7 Coordinate Transformation Cycles
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
1010
kkap8.pm6 30.06.2006, 07:04233
www.EngineeringBooksPdf.com
 Loading...
Loading...




