8 Programming: Cycles
182
8.3 Cycle for Milling Pockets, Studs and Slots
X
Y
Q217
Q216
Q248
Q245
Q219
Q244
ú
Set-up clearance Q200 (incremental value): Distance
between tool tip and workpiece surface.
ú
Depth Q201 (incremental value): Distance between
workpiece surface and bottom of slot
ú
Feed rate for milling Q207: Traversing speed of the
tool in mm/min while milling.
ú
Plunging depth Q202 (incremental value): Total extent
by which the tool is fed in the tool axis during a
reciprocating movement.
ú
Machining operation (0/1/2) Q215:
Define the extent of machining:
0: Roughing and finishing
1: Roughing only
2: Finishing only
ú
Workpiece SURFACE COORDINATE Q203 (absolute
value): Coordinate of the workpiece surface
ú
2nd set-up clearance Q204 (incremental value): Z
coordinate at which no collision between tool and
workpiece (clamping devices) can occur.
ú
Center in 1st axis Q216 (absolute value): Center of the
slot in the main axis of the working plane
ú
Center in 2nd axis Q217 (absolute value): Center of the
slot in the secondary axis of the working plane
ú
Pitch circle diameter Q244: Enter the diameter of the
pitch circle
ú
Second side length Q219: Enter the slot width. If you
enter a slot width that equals the tool diameter, the
TNC will carry out the roughing process only (slot
milling).
ú
Starting angle Q245 (absolute value): Enter the polar
angle of the starting point.
ú
Angular length Q248 (incremental value): Enter the
angular length of the slot
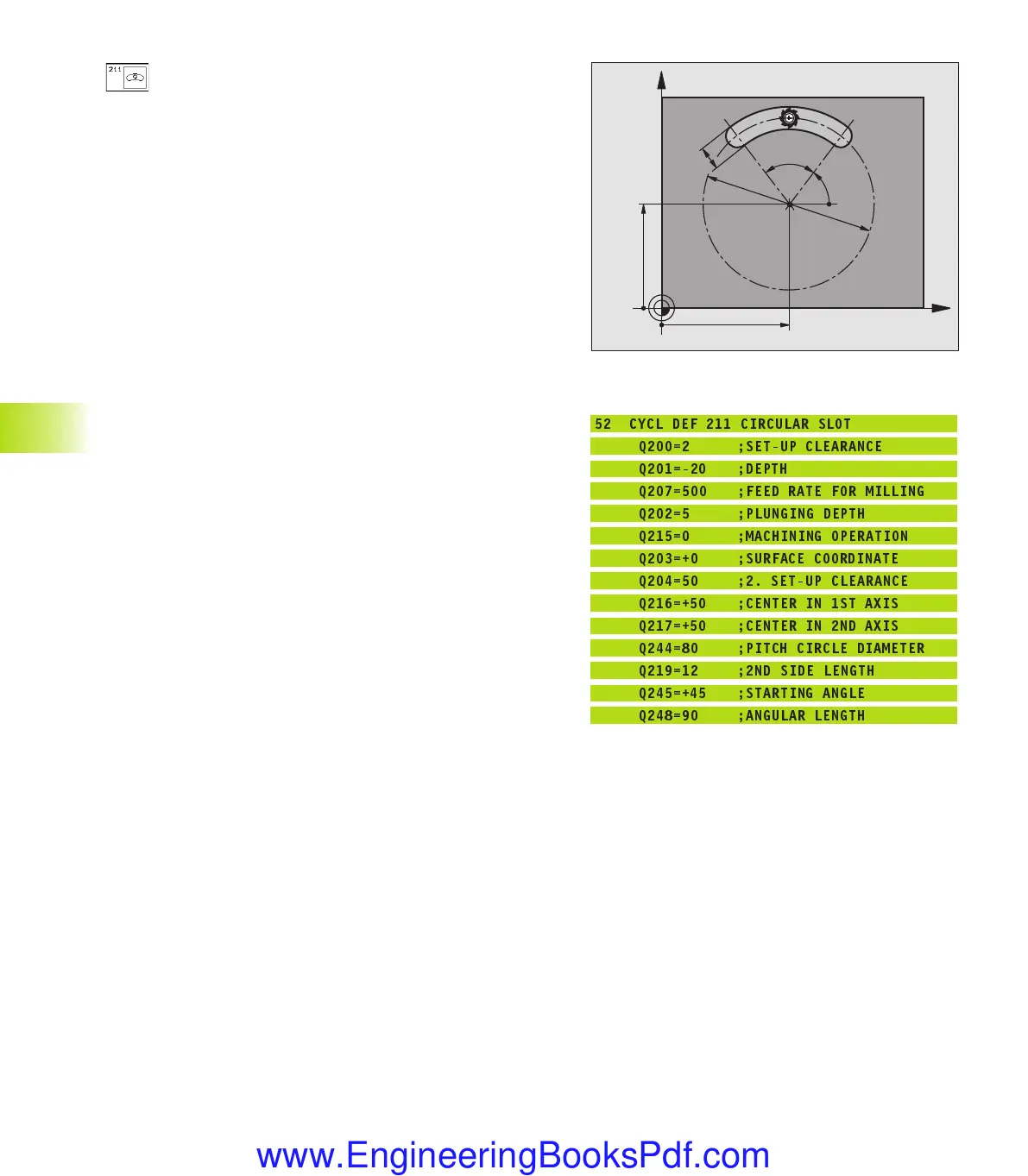
Example NC blocks:
52 CYCL DEF 211 CIRCULAR SLOT
Q200=2 ;SET-UP CLEARANCE
Q201=-20 ;DEPTH
Q207=500 ;FEED RATE FOR MILLING
Q202=5 ;PLUNGING DEPTH
Q215=0 ;MACHINING OPERATION
Q203=+0 ;SURFACE COORDINATE
Q204=50 ;2. SET-UP CLEARANCE
Q216=+50 ;CENTER IN 1ST AXIS
Q217=+50 ;CENTER IN 2ND AXIS
Q244=80 ;PITCH CIRCLE DIAMETER
Q219=12 ;2ND SIDE LENGTH
Q245=+45 ;STARTING ANGLE
Q248=90 ;ANGULAR LENGTH
kkap8.pm6 30.06.2006, 07:03182
www.EngineeringBooksPdf.com
 Loading...
Loading...




