8 Programming: Cycles
188
8 The tool then moves to the starting point of the next line.
9 All subsequent lines are processed in a reciprocating movement.
ú
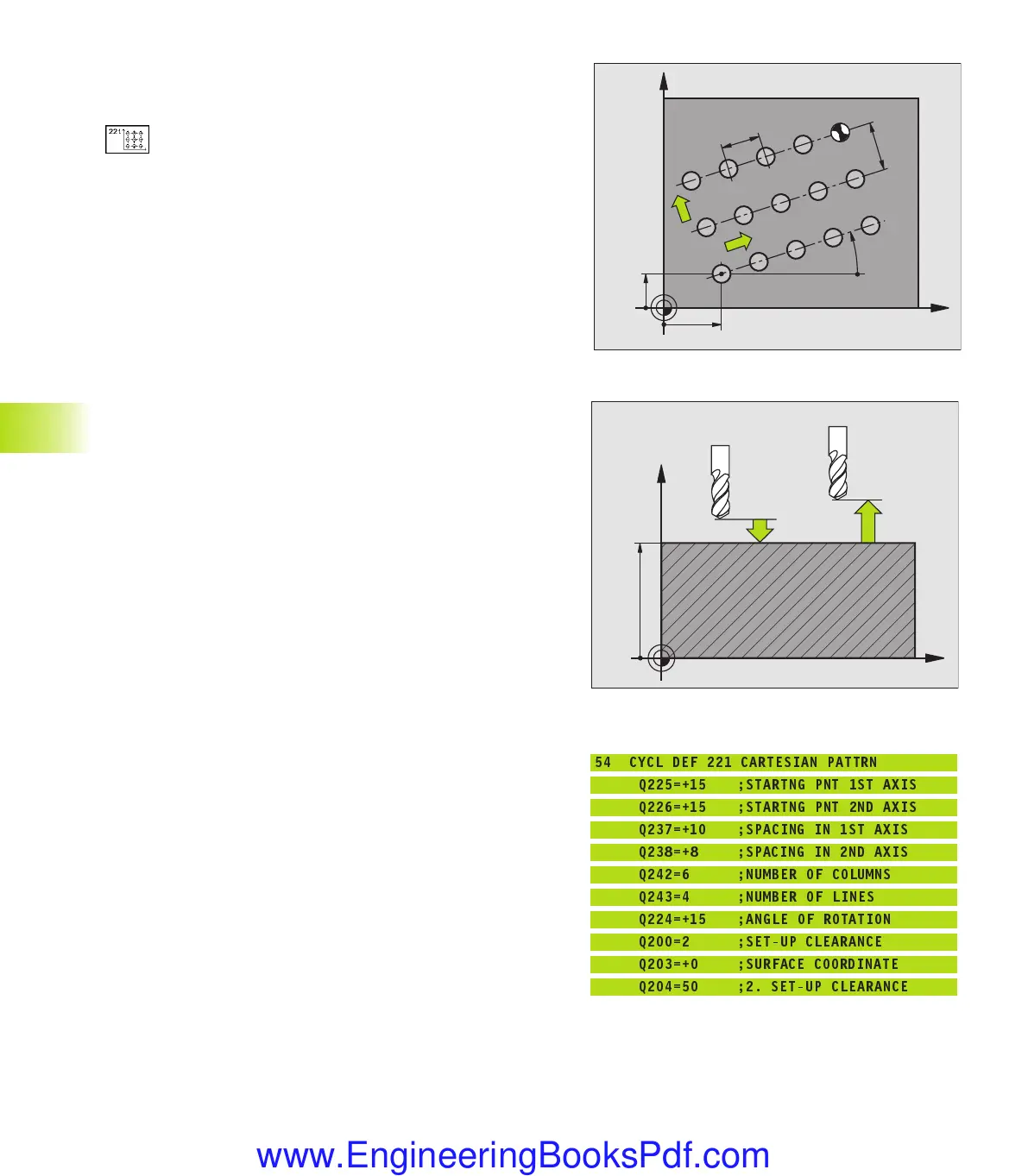
Starting point 1st axis Q225 (absolute value):
Coordinate of the starting point in the main axis of the
working plane
ú
Starting point 2nd axis Q226 (absolute value):
Coordinate of the starting point in the secondary axis
of the working plane
ú
Spacing in 1st axis Q237 (incremental value): Spacing
between the individual points on a line
ú
Spacing in 2nd axis Q238 (incremental): Spacing
between the individual lines
ú Number of columns Q242: Number of machining
operations on a line
ú
Number of lines Q243: Number of passes
ú
Angle of rotation Q224 (absolute value): Angle by
which the entire pattern is rotated. The center of
rotation lies in the starting point.
ú
Set-up clearance Q200 (incremental value): Distance
between tool tip and workpiece surface.
ú
Workpiece surface coordinate Q203 (absolute value):
Coordinate of the workpiece surface
ú
2nd set-up clearance Q204 (incremental value):
Coordinate in the tool axis at which no collision
between tool and workpiece (clamping devices) can
occur.
8.4 Cycles for Machining Point Patterns
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
Example NC blocks:
54 CYCL DEF 221 CARTESIAN PATTRN
Q225=+15 ;STARTNG PNT 1ST AXIS
Q226=+15 ;STARTNG PNT 2ND AXIS
Q237=+10 ;SPACING IN 1ST AXIS
Q238=+8 ;SPACING IN 2ND AXIS
Q242=6 ;NUMBER OF COLUMNS
Q243=4 ;NUMBER OF LINES
Q224=+15 ;ANGLE OF ROTATION
Q200=2 ;SET-UP CLEARANCE
Q203=+0 ;SURFACE COORDINATE
Q204=50 ;2. SET-UP CLEARANCE
kkap8.pm6 30.06.2006, 07:03188
www.EngineeringBooksPdf.com
 Loading...
Loading...




