8 Programming: Cycles
196
ú
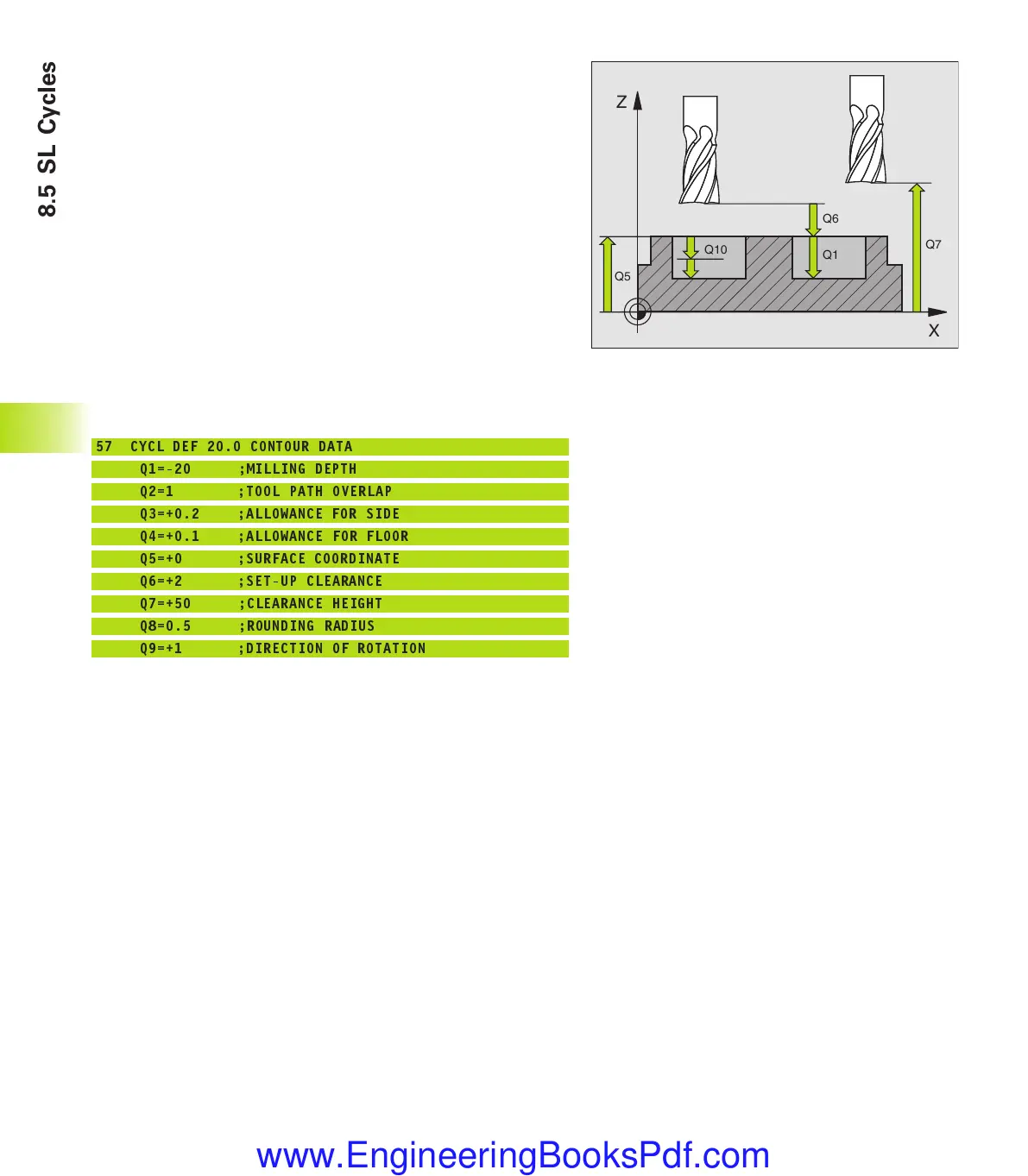
Set-up clearance Q6 (incremental value):
Distance between tool tip and workpiece surface
ú
Clearance height Q7 (absolute value): Absolute height
at which the tool cannot collide with the workpiece
(for intermediate positioning and retraction at the end
of the cycle)
ú
Inside corner radius Q8: Inside „corner“ rounding
radius; entered value is referenced to the tool
midpoint path
ú
Direction of rotation ? Clockwise = -1 Q9: Machining
direction for pockets
■
Clockwise (Q9 = -1 up-cut milling for pocket
and island)
■
Counterclockwise (Q9 = +1 climb milling for pocket
and island)
You can check the machining parameters during a program
interruption and overwrite them if required.
Example NC blocks:
57 CYCL DEF 20.0 CONTOUR DATA
Q1=-20 ;MILLING DEPTH
Q2=1 ;TOOL PATH OVERLAP
Q3=+0.2 ;ALLOWANCE FOR SIDE
Q4=+0.1 ;ALLOWANCE FOR FLOOR
Q5=+0 ;SURFACE COORDINATE
Q6=+2 ;SET-UP CLEARANCE
Q7=+50 ;CLEARANCE HEIGHT
Q8=0.5 ;ROUNDING RADIUS
Q9=+1 ;DIRECTION OF ROTATION
X
Z
Q6
Q7
Q1
Q10
Q5
8.5 SL Cycles
kkap8.pm6 30.06.2006, 07:03196
www.EngineeringBooksPdf.com
 Loading...
Loading...




