6
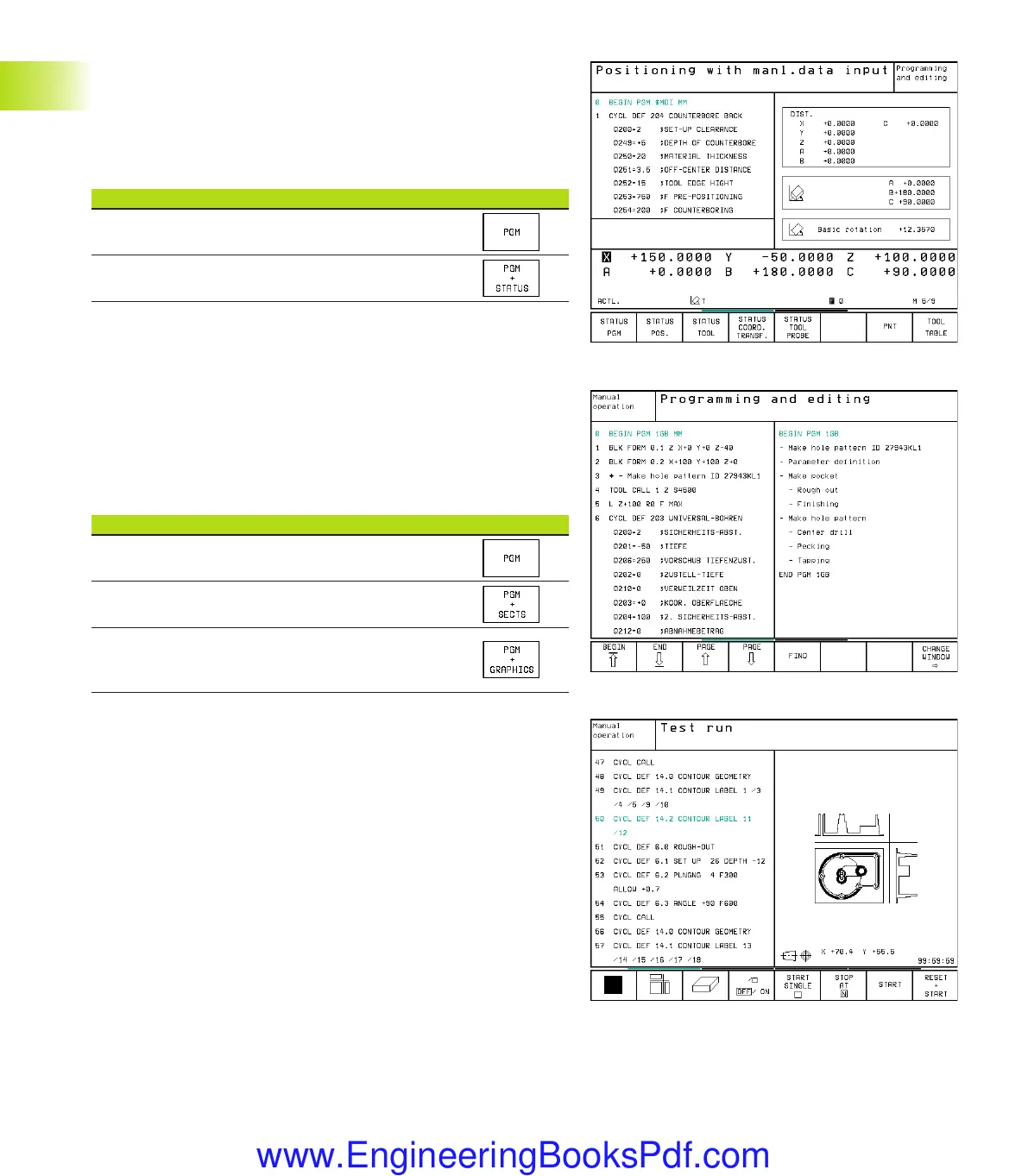
Positioning with Manual Data Input (MDI)
This mode of operation is used for programming simple traversing
movements, such as for face milling or pre-positioning. You can also
define point tables for setting the digitizing range in this mode.
Soft keys for selecting the screen layout
Screen windows Soft key
Program
Left: program blocks, right: status display
Programming and Editing
In this mode of operation you can write your part programs. The FK
free programming feature, the various cycles and the Q parameter
functions help you with programming and add necessary
information. If desired, you can have the programming graphics
show the individual steps, or you can use a separate screen
window to prepare your program structure.
Soft keys for selecting the screen layout
Screen windows Soft key
Program
Left: program blocks, right: program structure
Left: program blocks, right: programming
graphics
Test run
In the Test Run mode of operation, the TNC checks programs and
program sections for errors, such as geometrical incompatibilities,
missing or incorrect data within the program or violations of the
work space. This simulation is supported graphically in different
display modes.
Soft keys for selecting the screen layout
Same as in the Program Run operating modes on the next page.
1.3 Modes of Operation
1 Introduction
Dkap1.pm6 30.06.2006, 07:036
www.EngineeringBooksPdf.com
 Loading...
Loading...




