96
6 Programming: Programming Contours
6.3 Contour Approach and Departure
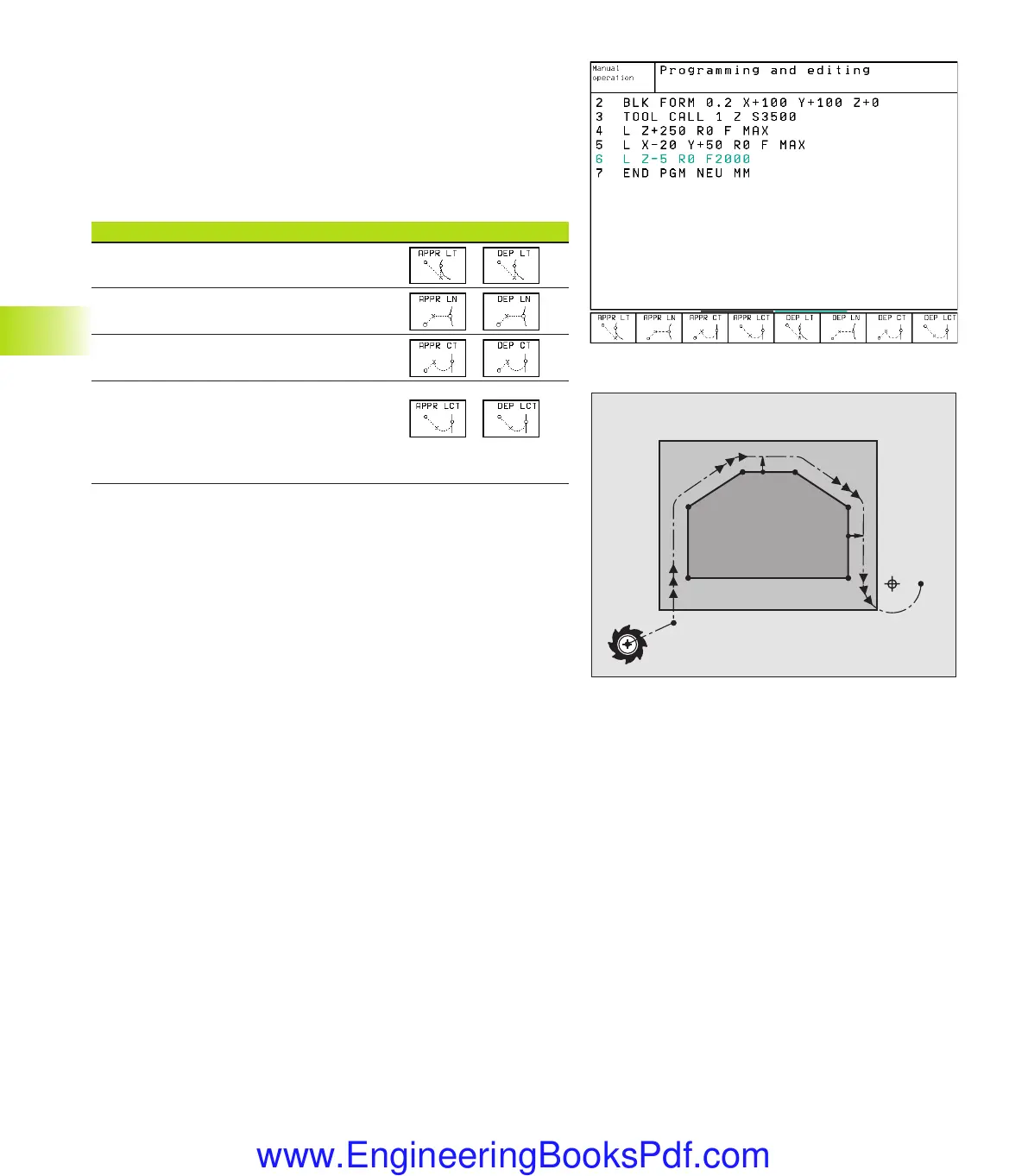
Overview: Types of paths for contour approach and
departure
The functions for contour approach and departure are activated with
the APPR/DEP key. You can then select the desired path function
with the corresponding soft key:
Function Soft keys: Approach Departure
Straight line with tangential connection
Straight line perpendicular to a contour point
Circular arc with tangential connection
Circular are with tangential connection to
the contour. Approach and departure to an
auxiliary point outside of the contour on a
tangentially connecting line.
Approaching and departing a helix
The tool approaches and departs a helix on its extension by moving
in a circular arc that connects tangentially to the contour. You
program helix approach and departure with the APPR CT and DEP
CT functions.
Important positions for approach and departure
■ Starting point P
S
You program this position in the block before the APPR block. P
S
lies outside the contour and is approached without radius
compensation (R0).
■
Auxiliary point P
H
Some of the paths for approach and departure go through an
auxiliary point P
H
that the TNC calculates from your input in the
APPR or DEP block.
■
First contour point P
A
and last contour point P
E
You program the first contour point P
A
in the APPR block. The last
contour point P
E
can be programmed with any path function.
■
If the APPR block also contains a Z axis coordinate, the TNC will
first move the tool to P
H
in the working plane, and then move it to
the entered depth in the tool axis.
■
End point P
N
The position P
N
lies outside of the contour and results from your
input in the DEP block. If the DEP block also contains a Z axis
coordinate, the TNC will first move the tool to P
H
in the working
plane, and then move it to the entered depth in the tool axis.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
6.3 Contour Approach and Departure
Gkap6.pm6 30.06.2006, 07:0496
www.EngineeringBooksPdf.com
 Loading...
Loading...





