141HEIDENHAIN TNC 426 B, TNC 430
7.4 Miscellaneous Functions for Contouring Behavior
Feed rate factor for plunging movements: M103
Standard behavior
The TNC moves the tool at the last programmed feed rate,
regardless of the direction of traverse.
Behavior with M103
The TNC reduces the feed rate when the tool moves in the negati-
ve direction of the tool axis. The feed rate for plunging FZMAX is
calculated from the last programmed feed rate FPROG and a factor
F%:
FZMAX = FPROG x F%
Programming M103
If you enter M103 in a positioning block, the TNC continues the
dialog by asking you the factor F.
Effect
M103 becomes effective at the start of block.
To cancel M103, program M103 once again without a factor.
Example NC blocks
The feed rate for plunging is to be 20% of the feed rate in the
plane.
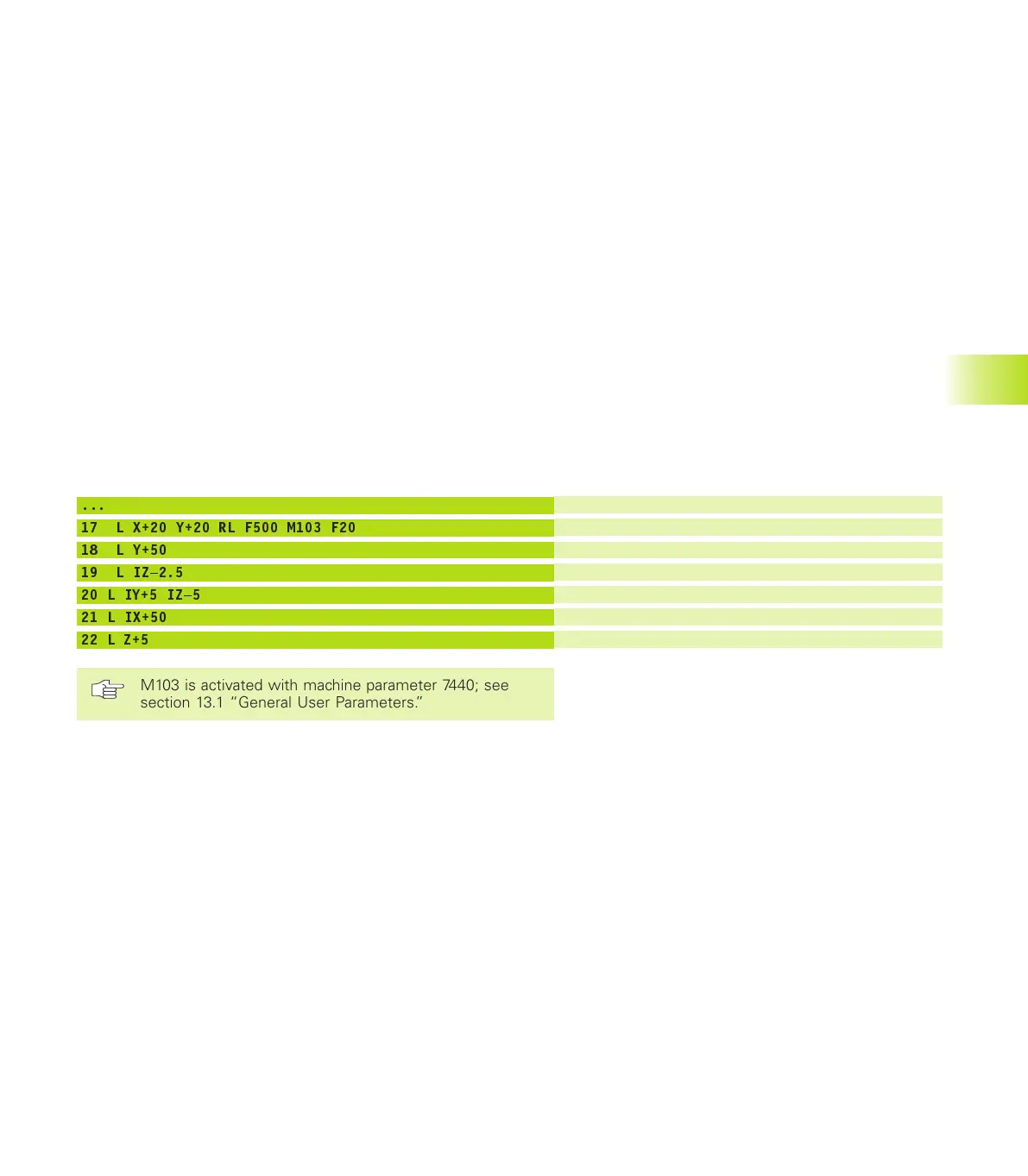
...
17 L X+20 Y+20 RL F500 M103 F20
18 L Y+50
19 L IZ2.5
20 L IY+5 IZ5
21 L IX+50
22 L Z+5
M103 is activated with machine parameter 7440; see
section 13.1 “General User Parameters.”
Actual contouring feed rate (mm/min):
500
500
100
141
500
500
Hkap7.pm6 30.06.2006, 07:03141
www.EngineeringBooksPdf.com
 Loading...
Loading...





