189
HEIDENHAIN TNC 426 B, TNC 430
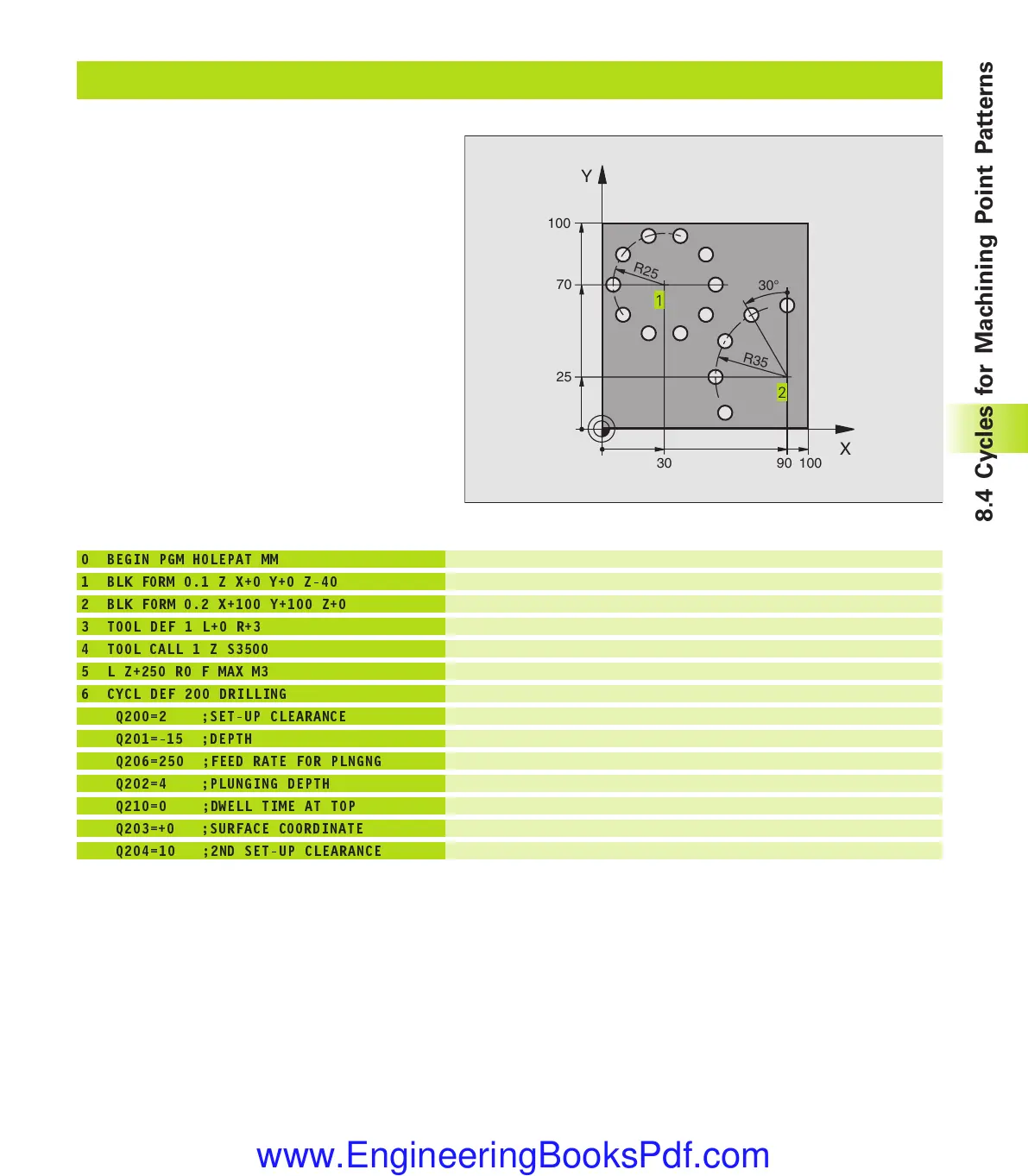
Example: Circular hole patterns
Define the workpiece blank
Define the tool
Call the tool
Retract the tool
Cycle definition: drilling
0 BEGIN PGM HOLEPAT MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 F MAX M3
6 CYCL DEF 200 DRILLING
Q200=2 ;SET-UP CLEARANCE
Q201=-15 ;DEPTH
Q206=250 ;FEED RATE FOR PLNGNG
Q202=4 ;PLUNGING DEPTH
Q210=0 ;DWELL TIME AT TOP
Q203=+0 ;SURFACE COORDINATE
Q204=10 ;2ND SET-UP CLEARANCE
8.4 Cycles for Machining Point Patterns
X
Y
30
70
100
100
R25
R35
30°
90
25
kkap8.pm6 30.06.2006, 07:03189
www.EngineeringBooksPdf.com
 Loading...
Loading...





