8 Programming: Cycles
176
ú
Workpiece surface coordinate Q203 (absolute value):
Coordinate of the workpiece surface
ú
2nd set-up clearance Q204 (incremental value):
Coordinate in the tool axis at which no collision
between tool and workpiece (clamping devices) can
occur.
ú
Center in 1st axis Q216 (absolute value): Center of the
pocket in the main axis of the working plane
ú
Center in 2nd axis Q217 (absolute value): Center of the
pocket in the secondary axis of the working plane
ú
Workpiece blank dia. Q222: Diameter of the
premachined pocket. Enter the workpiece blank
diameter to be less than the diameter of the finished
part.
ú
Finished part dia. Q223: Diameter of the finished
pocket. Enter the diameter of the finished part to be
greater than the workpiece blank diameter.
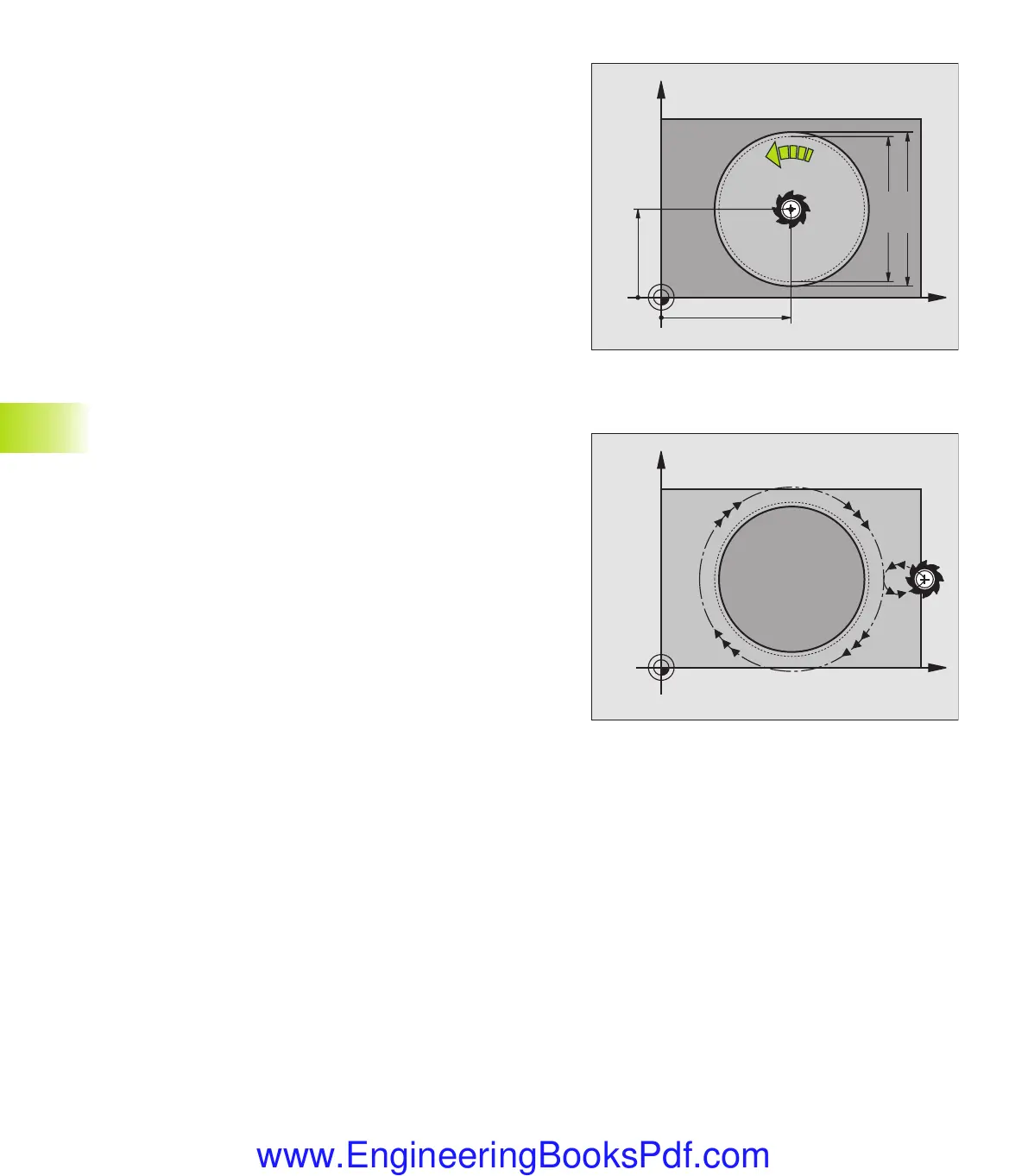
CIRCULAR STUD FINISHING (Cycle 215)
1 The TNC automatically moves the tool in the tool axis to set-up
clearance, or — if programmed - to the 2nd set-up clearance, and
subsequently to the center of the stud.
2 From the stud center, the tool moves in the working plane to the
starting point for machining. The starting point lies to the right of
the stud by a distance approx. 3.5 times the tool radius.
3 If the tool is at the 2nd set-up clearance, it moves in rapid traverse
FMAX to set-up clearance, and from there advances to the first
plunging depth at the feed rate for plunging.
4 The tool then moves tangentially to the contour of the finished
part and, using climb milling, machines one revolution.
5 After this, the tool departs the contour tangentially and returns to
the starting point in the working plane.
6 This process (3 to 5) is repeated until the programmed depth is
reached.
7 At the end of the cycle, the TNC retracts the tool in FMAX to set-
up clearance, or - if programmed - to the 2nd set-up clearance,
and finally to the center of the pocket (end position = starting
position).
X
Y
Q222
Q217
Q216
Q207
Q223
X
Y
8.3 Cycle for Milling Pockets, Studs and Slots
kkap8.pm6 30.06.2006, 07:03176
www.EngineeringBooksPdf.com
 Loading...
Loading...





