12 MOD Functions
314
12.11 Programming Language for $MDI
The Program input mod function lets you decide whether to
program the $MDI file in HEIDENHAIN conversational dialog or in
ISO format:
■
To program the $MDI.H file in conversational dialog,
set the Program input function to HEIDENHAIN.
■
To program the $MDI.I file according to ISO,
set the Program input function to ISO.
12.12 Selecting the Axes for Generating
L Blocks
The axis selection input field enables you to define the current tool
position coordinates that are transferred to an L block. To generate a
separate L block, press the ACTUAL-POSITION-CAPTURE soft key.
The axes are selected by bit-oriented definition similar to
programming the machine parameters:
Axis selection %11111 Transfer the X, Y, Z, IV and V axes
Axis selection %01111 Transfer the X, Y, Z, IV axes
Axis selection %00111 Transfer the X, Y and Z axes
Axis selection %00011 Transfer the X and Y
Axis selection %00001 Transfer the X axis
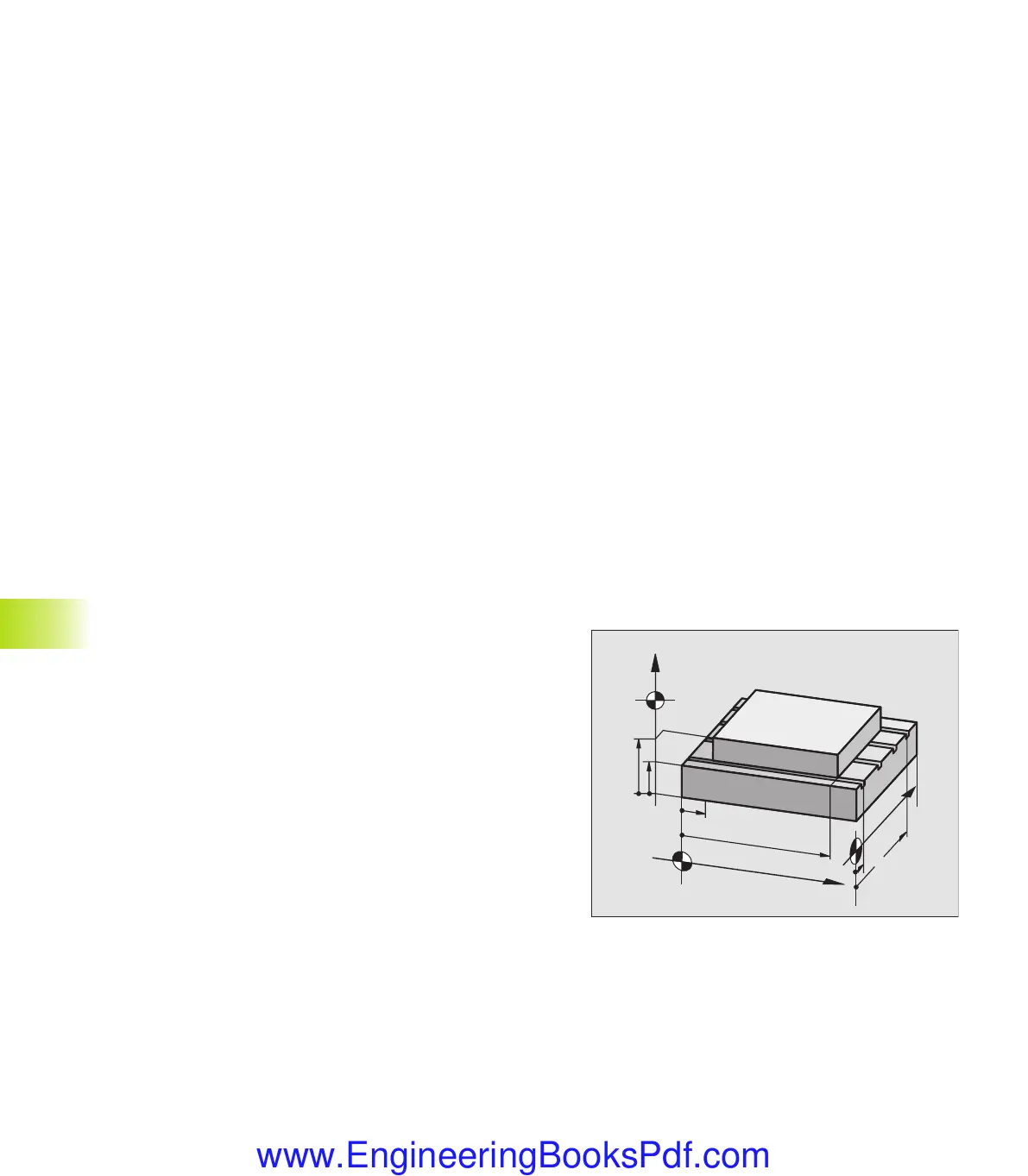
12.13 Axis Traverse Limits, Datum
Display
The AXIS LIMIT mod function allows you to set limits to axis
traverse within the machine’s actual working envelope.
Possible application:
to protect an indexing fixture against tool collision.
The maximum range of traverse of the machine tool is defined by
software limit switches. This range can be additionally limited
through the AXIS LIMIT mod function. With this function, you can
enter the maximum and minimum traverse positions for each axis,
referenced to the machine datum. If several traverse ranges are
possible on your machine, you can set the limits for each range
separately using the soft keys LIMIT SWITCH (1) to LIMIT SWITCH
(3).
Z
Y
X
Z
min
Z
max
X
min
Y
max
Y
min
X
max
12.11 Programming Language for $MDI; 12.12 Selecting the Axis for Generating L-Blocks;
12.13 Axis Traverse Limits, Datum Display
Okap12.pm6 30.06.2006, 07:04314
www.EngineeringBooksPdf.com
 Loading...
Loading...





