130
6 Programming: Programming Contours
6.7 Path Contours -
Spline Interpolation
If you wish to machine contours that are described in a CAD system
as splines, you can transfer them directly to the TNC and execute
them. The TNC features a spline interpolator for executing third-
degree polynomials in two, three, four, or five axes.
You cannot edit spline blocks in the TNC. Exception: Feed
rate F and miscellaneous function M in the spline block.
Example: Block format for two axes
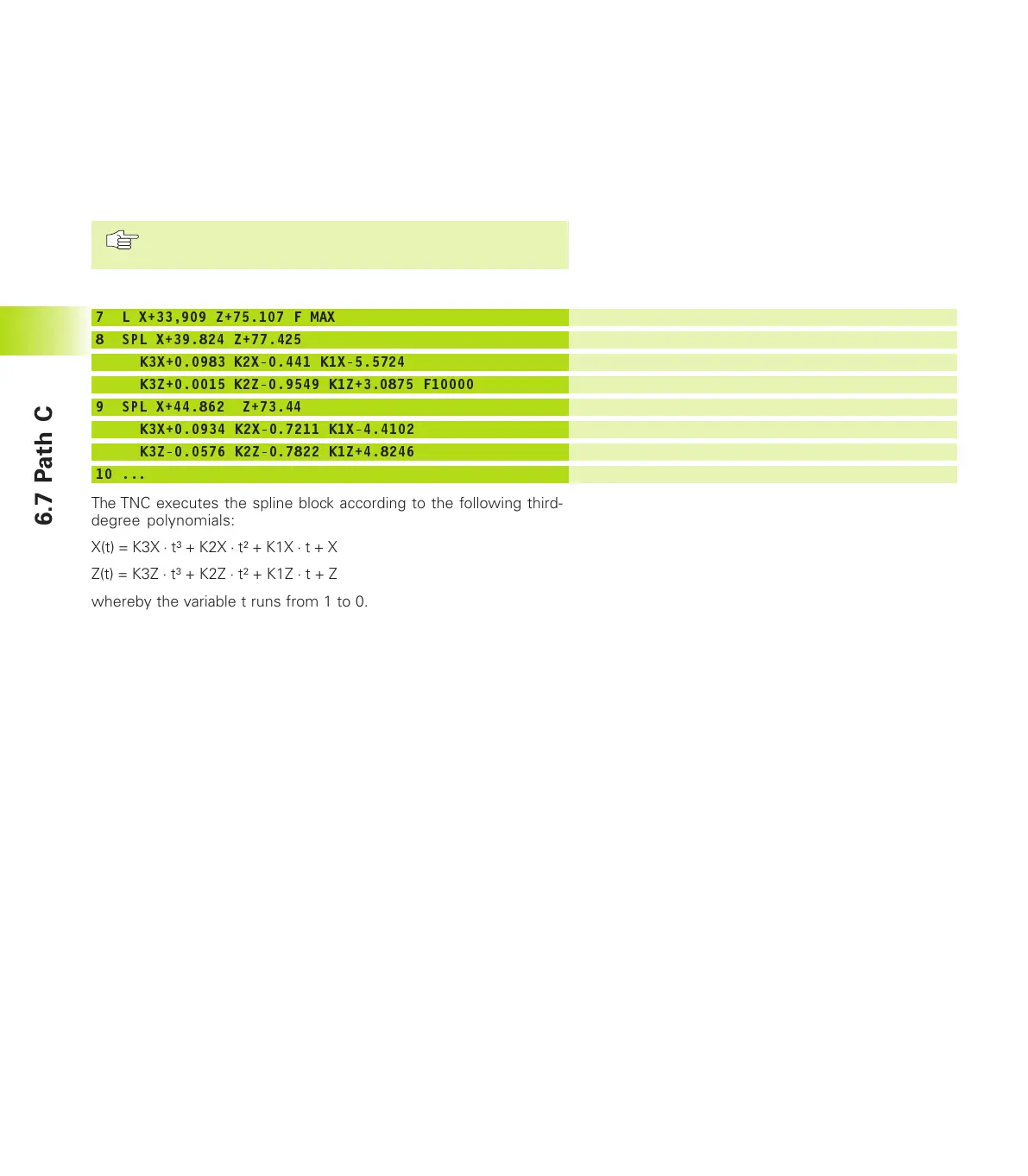
7 L X+33,909 Z+75.107 F MAX
8 SPL X+39.824 Z+77.425
K3X+0.0983 K2X-0.441 K1X-5.5724
K3Z+0.0015 K2Z-0.9549 K1Z+3.0875 F10000
9 SPL X+44.862 Z+73.44
K3X+0.0934 K2X-0.7211 K1X-4.4102
K3Z-0.0576 K2Z-0.7822 K1Z+4.8246
10 ...
The TNC executes the spline block according to the following third-
degree polynomials:
X(t) = K3X · t³ + K2X · t² + K1X · t + X
Z(t) = K3Z · t³ + K2Z · t² + K1Z · t + Z
whereby the variable t runs from 1 to 0.
6.7 Path Contours - Spline Interpolation
Spline starting point
Spline end point
Spline parameters for X axis
Spline parameters for Z axis
Spline end point
Spline parameters for X axis
Spline parameters for Z axis
Gkap6.pm6 30.06.2006, 07:04130
www.EngineeringBooksPdf.com
 Loading...
Loading...





