6-29
Chapter 6 INSPECTION AND REPAIR OF BASIC ENGINE
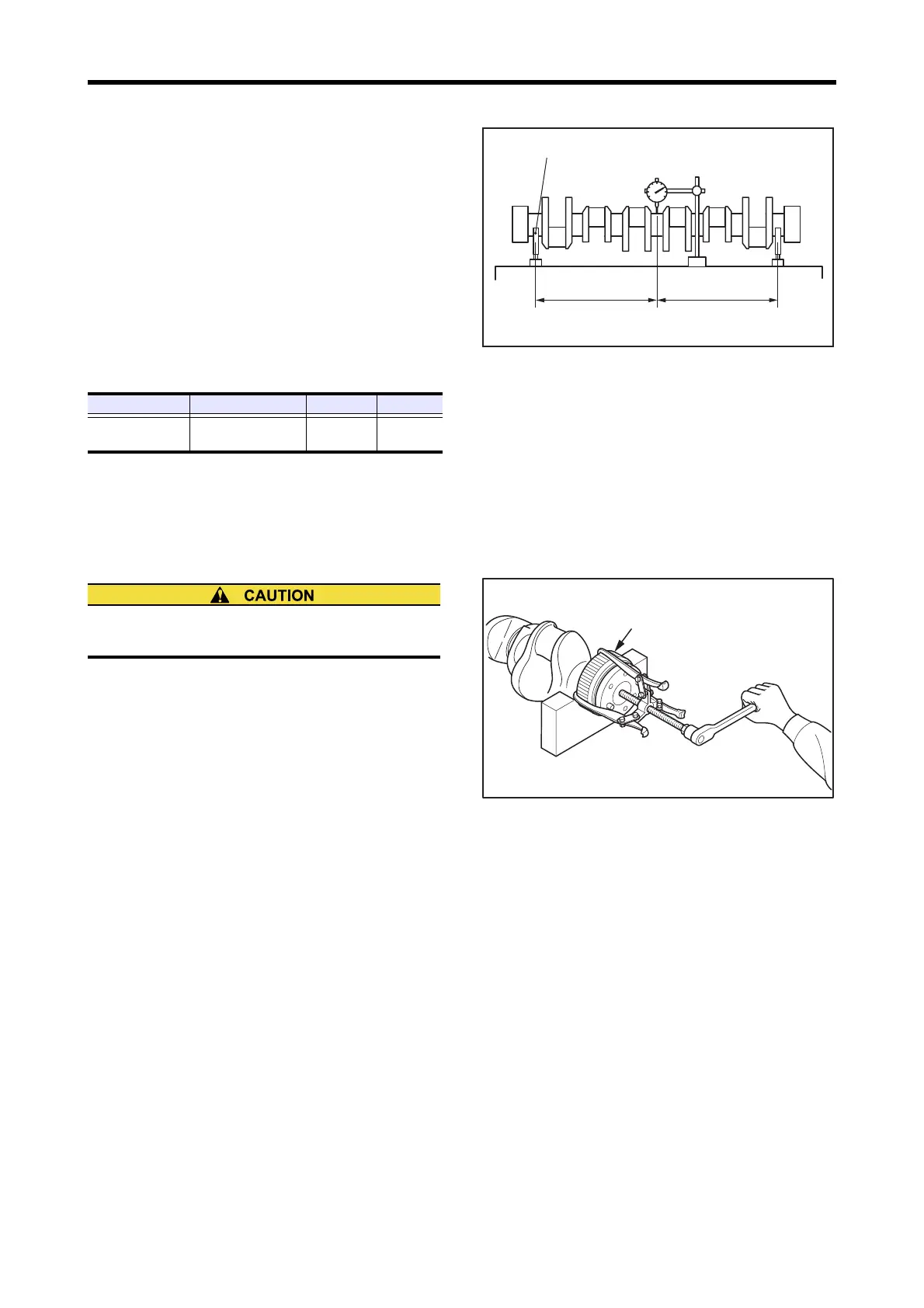
5.7 Crankshaft Runout - Measure
Support the crankshaft at front and rear main journals with
V-blocks, and measure the crankshaft runout at the center
main journal with dial gauge. If the runout deviates slightly
from the standard, correct the crankshaft by grinding. If the
value exceeds the standard considerably, straighten the
crankshaft with pressing machine.
If the value exceeds the limit, replace the crankshaft with a
new one.
If the crankshaft is repaired by grinding or pressing, inspect
the crankshaft for cracks and other harmful damage with
magnetic particle inspection.
Crankshaft Runout - Measure
5.8 Crankshaft Gear - Inspect
If there is any defect on the crankshaft gear teeth, such as
flaking, wear, or local contact, replace the crankshaft gear
with a new one.
5.9 Crankshaft Gear - Replace
5.9.1 Crankshaft Gear - Remove
Using a gear puller, remove the gear from crankshaft.
Note: When removing the crankshaft gear by heating, the
heating temperature is 180°C [356°F] or less.
Crankshaft Gear - Remove
Item Standard value Limit value Remarks
Crankshaft runout
0.04 mm
[0.0016 in.] or less
0.10 mm
[0.0039 in.]
TIR
Surface plateSurface plate
1/2
1/2
V-block
Use protective gloves when you touch hot parts.
Handling with bear hands could result in burns.
Crankshaft gear
 Loading...
Loading...