5
ShopTurn Functions 08/2005
5.2 Drillin
5
♥ Siemens AG, 2005. All rights reserved
5-188 SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition
X0
C0
Y0
Z0
α0
αX
αY
L1
L2
N1
N2
Peripheral surface Y:
X coordinate of the reference point (abs.)
Reference point
Y coordinate of the reference point – first position (abs.)
Z coordinate of the reference point – first position (abs.)
Angle of rotation of box
Positive angle: Box is rotated counterclockwise
Negative angle: Box is rotated clockwise
Shear angle of box relative to X axis
Positive angle: Box is rotated counterclockwise
Negative angle: Box is rotated clockwise
Shear angle of box relative to Y axis
Positive angle: Box is rotated counterclockwise
Negative angle: Box is rotated clockwise
Column spacing in Y direction
Line spacing in Z direction
Number of columns in Y direction
Number of lines in Z direction
mm
Degrees
mm
mm
Degrees
Degrees
Degrees
mm
mm
5.2.12 Full circle position pattern
The "Full circle position pattern" function is used to program any
number of positions that lie on a circle with a defined radius.
ShopTurn calculates the distance (angle) between the individual
positions from the number of positions. This distance is always the
same.
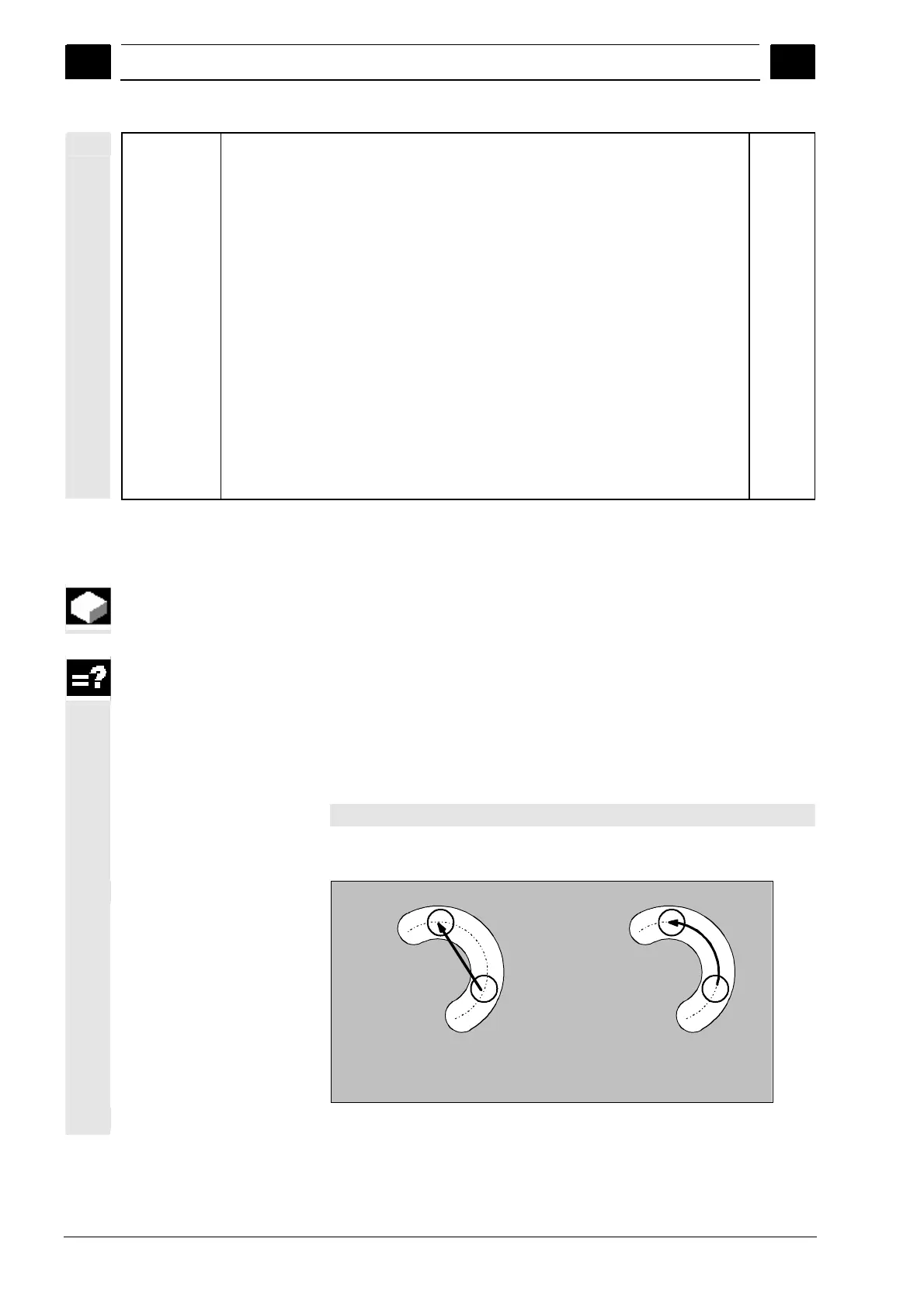
You can choose whether the tool should approach the next position
on a straight line or circular path. The rapid traverse feedrate for
positioning on a circular path is defined in a machine date code.
Please also refer to the machine manufacturer's instructions.
If you approach the next position in a straight line in a circumferential
groove, a collision may result.
Approach next position
on a straight line
Approach next position
in a circle
Approach positions on a linear or circular path

 Loading...
Loading...











