2
Setting Up the Machine 08/2005
2.4 Settin
s for the machine
2
♥ Siemens AG, 2005. All rights reserved
2-52 SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition
2.4.3 Spindles
In the "Spindles" screen form, you store the dimensions of the
spindles on your machine.
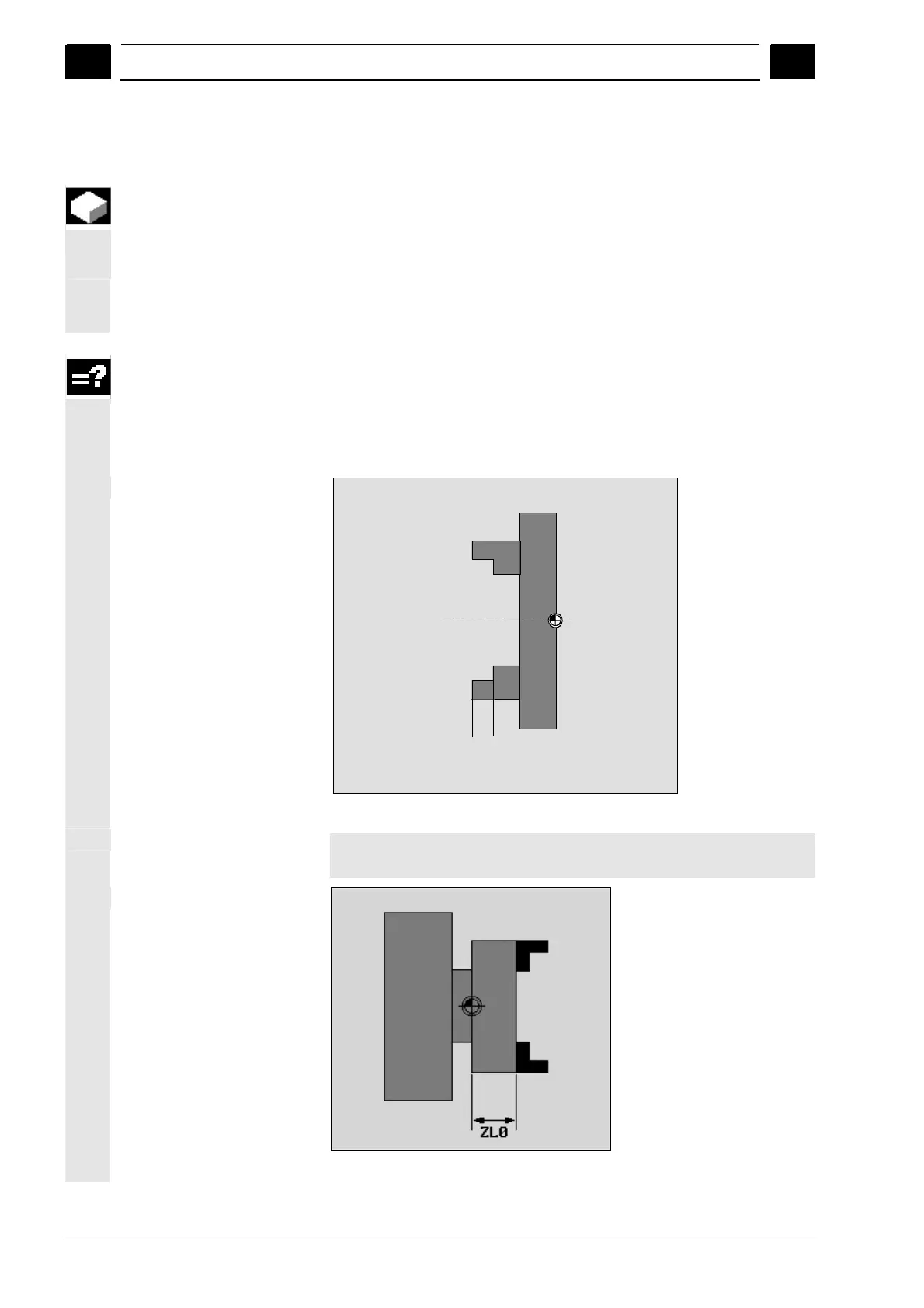
Measuring a manual tool
If you want to use the collet of the main or counter spindle as a
reference point during manual measuring, specify the collet
dimensions ZL0 or ZL1.
Counter-spindle
You can measure either the forward edge or stop edge of the counter-
spindle. The forward edge or stop edge automatically serves as the
valid reference point when traversing the counter-spindle. This is
especially important when gripping the workpiece with the counter-
spindle (see Sec. "Machining with the Counter-spindle").
Front edge Stop edge
Dimensioning of the counter-spindle
Please observe the machine manufacturer’s specifications for the
parameter "Tensioning."
Main spindle
Dimensioning of the main spindle

 Loading...
Loading...











