5
ShopTurn Functions 08/2005
5.3 Turnin
5
♥ Siemens AG, 2005. All rights reserved.
5-200 SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition
UZ Finishing allowance in Z direction (inc) – (roughing only) – (alternative to U) mm
N Number of recesses (N=1....65535)
P Distance between recesses (inc)
P is not displayed when N=1
mm
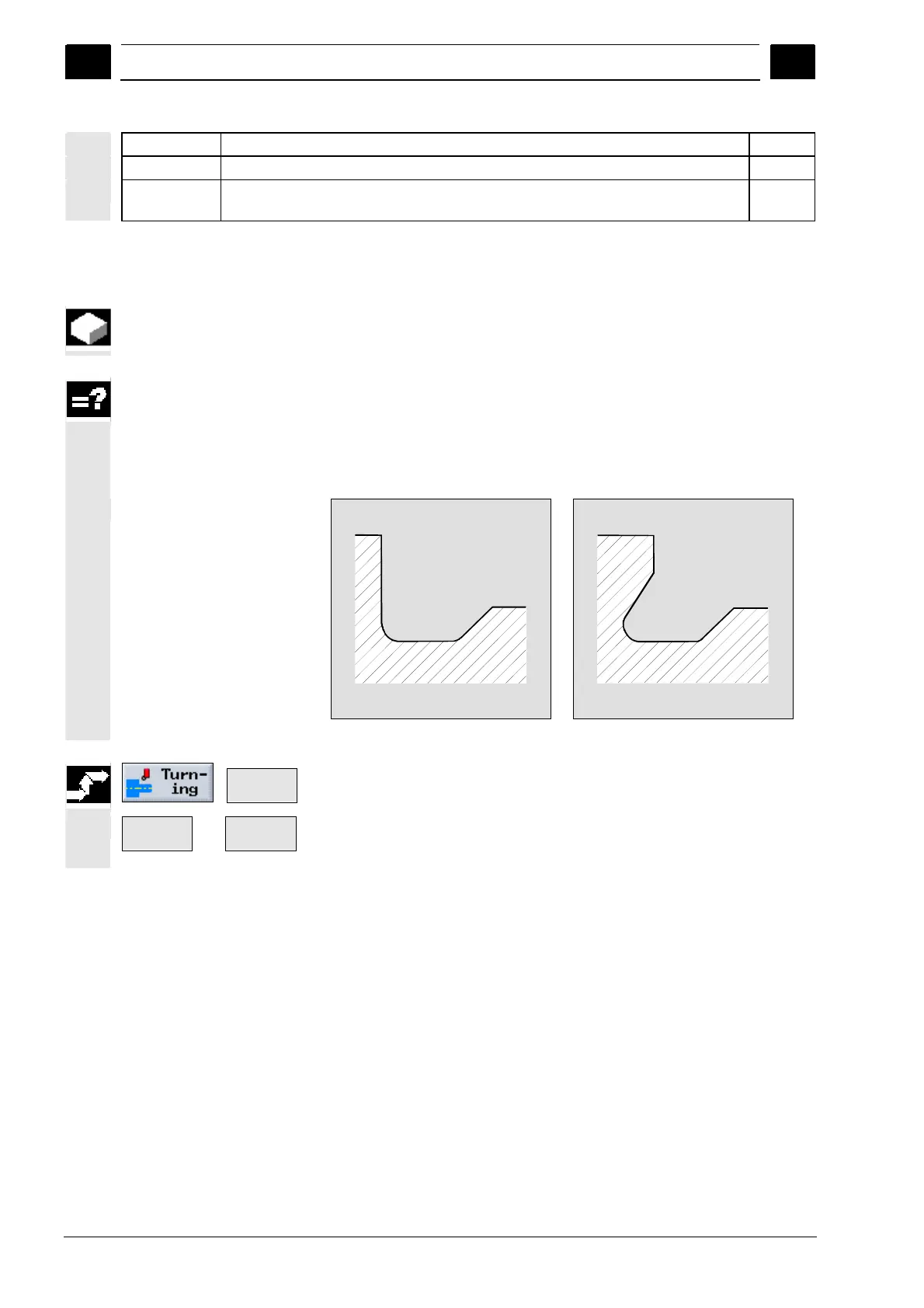
5.3.3 Undercut form E and F
The "Undercut form E" and "Undercut form F" are used when you
want to turn undercuts to DIN509 in form E or form F.
Approach/retraction
1. The tool is moved at rapid traverse first to the return plane and
then to the safety clearance.
2. The undercut is made in one cut at machining feedrate, starting
from the flank through to the cross-feed V.
3. The tool moves back to the return plane at rapid traverse.
Undercut form E
Undercut form F
Undercut >
¾ Press the "Turning" and "Undercut" soft keys.
Undercut
form E
-or-
Undercut
form F
¾ Press the "Undercut form E" or "Undercut form F" soft key.

 Loading...
Loading...











