1-21
BASIC ENGINE
1-21 )
OVERHAUL
CYLINDER HEAD
Grind the valve seats of all engines to a true
Replace the head if it is cracked.
Do not
plane or grind more than 0.254mm (0.010
inch) from the cylinder head gasket surface.
Remove all burrs or scratches with an oil stone.
45 degree angle. Remove only enough stock to
clean up pits and grooves or to correct the valve
seat runout. After the seat has been refaced,
use a seat width scale or a’ machinist scale to
measure the seat width. Narrow the seat, if nec-
REAMING VALVE GUIDES
essary, to bring it within specifications, and cen-
ter it on the valve face.
If it becomes necessary to ream a valve guide
to install a valve with an oversize stem, a ream-
ing kit is available which contains the following
reamer and pilot combinations: a 0.003-inch OS
reamer with a standard diameter pilot, a 0.015
inch OS reamer with a 0.003-inch OS pilot, and
a 0.030-inch reamer with a 0.015inch OS pilot.
When going from a standard size valve to an
oversize valve always use the reamer in se-
quence.
Always reface the valve seat after the
valve guide has been reamed, and use a suit-
able scraper to break the sharp corner (ID) at
the top of the valve guide.
If the valve seat width exceeds the maximum
limit, remove enough stock from the top edge
and/or bottom edge of the seat to reduce the
width to specifications, and center.
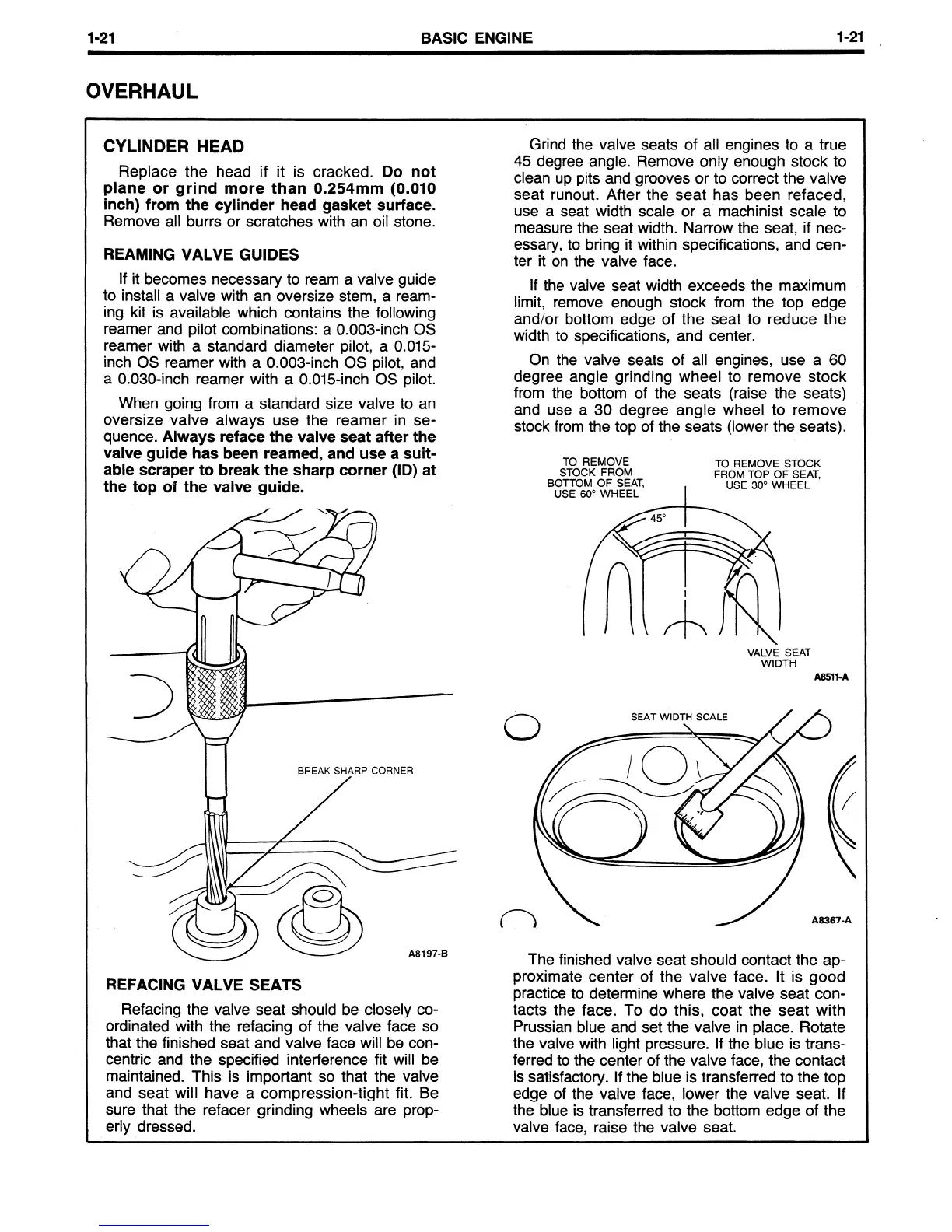
On the valve seats of all engines, use a 60
degree angle grinding wheel to remove stock
from the bottom of the seats (raise the seats)
and use a 30 degree angle wheel to remove
stock from the top of the seats (lower the seats).
TO REMOVE
STOCK FROM
BOTTOM OF SEAT,
USE 60” WHEEL
TO REMOVE STOCK
FROM TOP OF SEAT,
I
USE 30” WHEEL
A81 97-B
REFACING VALVE SEATS
Refacing the valve seat should be closely co-
ordinated with the refacing of the valve face so
that the finished seat and valve face will be con-
centric and the specified interference fit will be
maintained. This is important so that the valve
and seat will have a compression-tight fit. Be
sure that the refacer grinding wheels are prop-
erly dressed.
VALVE SEAT
WIDTH
A8511-A
SEAT WIDTH SCALE
A8367-A
The finished valve seat should contact the ap-
proximate center of the valve face. It is good
practice to determine where the valve seat con-
tacts the face. To do this, coat the seat with
Prussian blue and set the valve in place. Rotate
the valve with light pressure. If the blue is trans-
ferred to the center of the valve face, the contact
is satisfactory. If the blue is transferred to the top
edge of the valve face, lower the valve seat. If
the blue is transferred to the bottom edge of the
valve face, raise the valve seat.
 Loading...
Loading...