Adjusting para-
meters for cor-
rection
1
Press the Parameter selection button to select the parameter you wish to correct
2
Use the adjusting dial to set the selected parameter to the desired value. The para-
meter value is displayed in the digital display located above it.
HotStart function To obtain optimum welding results, it will sometimes be necessary to adjust the HotStart
function.
Benefits
- Improved ignition, even when using electrodes with poor ignition properties
- Better fusion of the base material during start-up phase, meaning fewer cold-shut
defects
- Largely prevents slag inclusions
See the "Setup menu: level 2" section for details on setting the available welding para-
meters.
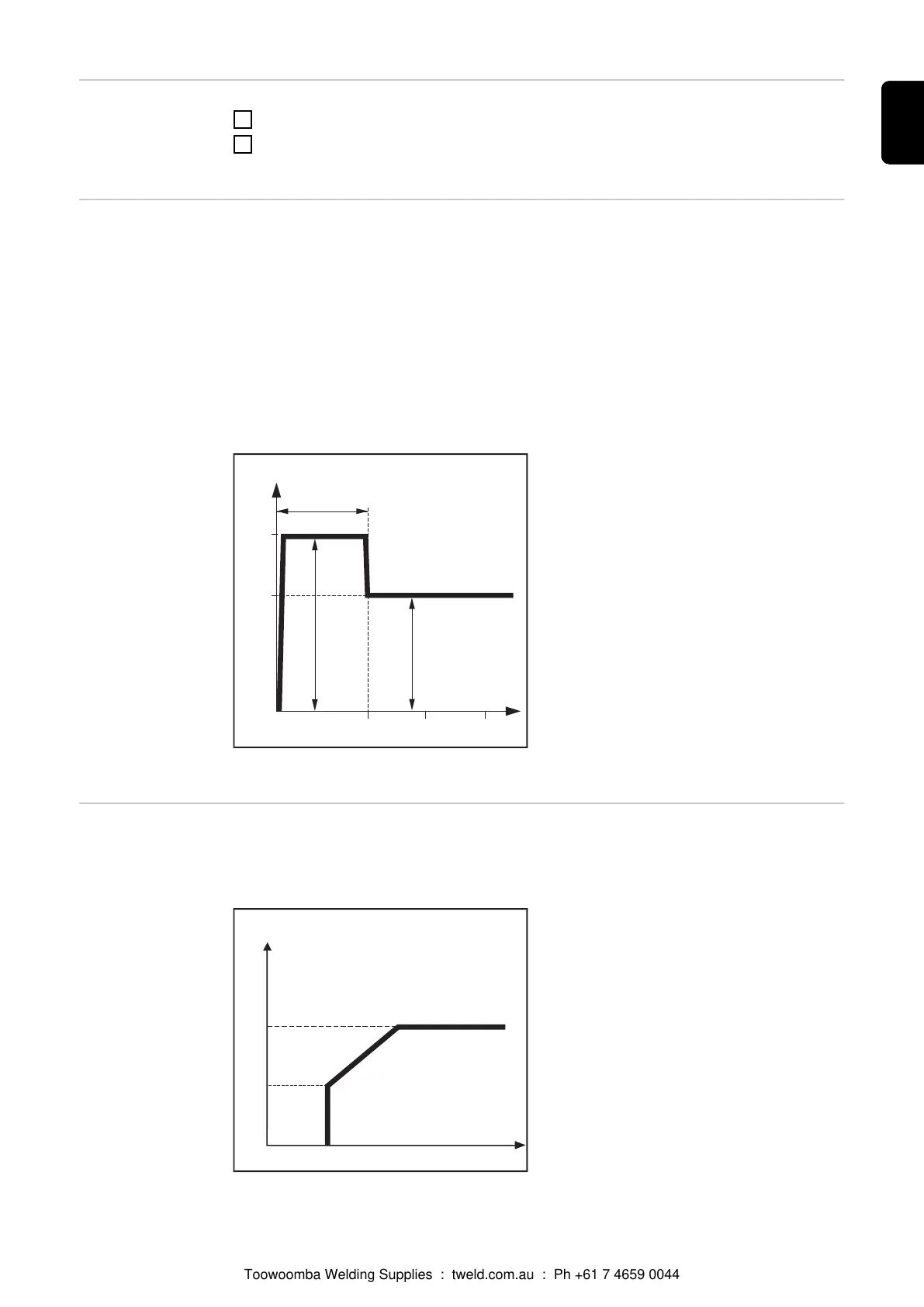
I (A)
t (s)
0,5 1 1,5
Hti
I
H
HCU
200
300
HCU > I
H
Example of "Hotstart" function
Legend
Hti ...... Hot-current time, 0 - 2 s, factory
setting: 0.5 s
HCU ... Hot-start current, 0 - 200%, factory
setting 150 %
l
H
........Main current = set welding current
Function:
during the specified hot-current time (Hti),
the welding current is increased to a cer-
tain value. This value (HCU) is higher than
the selected welding current (I
H
).
SoftStart function The SoftStart function is intended for basic electrodes. Ignition takes place at a low weld-
ing current. Once the arc is stable, the welding current continues to rise until it reaches
the welding current command value.
I (A)
t
90A
30A
I
H
HCU
HCU < I
H
Example of "SoftStart" function
Benefits
- Improved ignition properties for elec-
trodes that ignite at low welding cur-
rents
- Largely prevents slag inclusions
- Reduces welding spatter
Legend
HCU ... Hot-start current, 0 - 200%, factory
setting 150 %
l
H
........Main current = set welding current
123
EN
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
 Loading...
Loading...