6-6
Chapter 6 INSPECTION AND REPAIR OF BASIC ENGINE
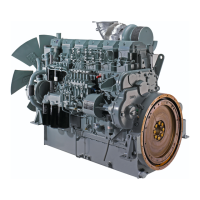
1.7 Valve Seat - Reface
If any damage or inclusions are found, grind the sheet face.
(1) Reface the valve seat with valve seat cutter or valve
seat grinder. After refacing, insert sand paper of approx
400 grit between cutter and valve, and glind valve seat
lightly.
If the seat width exceeds the standard, grind the valve
inner seat with 44°50′ valve seat cutter.
(2) Lap the valve and valve seat.
Note:(a) Valve seat refacing depth is to be minimal.
(b) If the seat width cannot be repaired to the standard
value, or line contact on valve seat outer periphery
is shown, replace the valve seat with a new one.
(c) If the valve sinkage exceeds the specified limit after
refacing, replace the valve seat with a new one.
Valve Seat - Reface
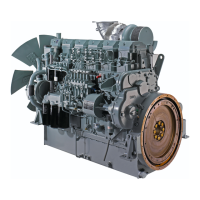
1.8 Valve Seat - Replace
Be careful not to damage the machined surface of cylinder
head when removing the valve seat.
1.8.1 Valve Seat - Remove (With Valve Seat Puller)
Remove the valve seat with valve seat puller.
Valve Seat - Remove (With Valve Seat Puller)
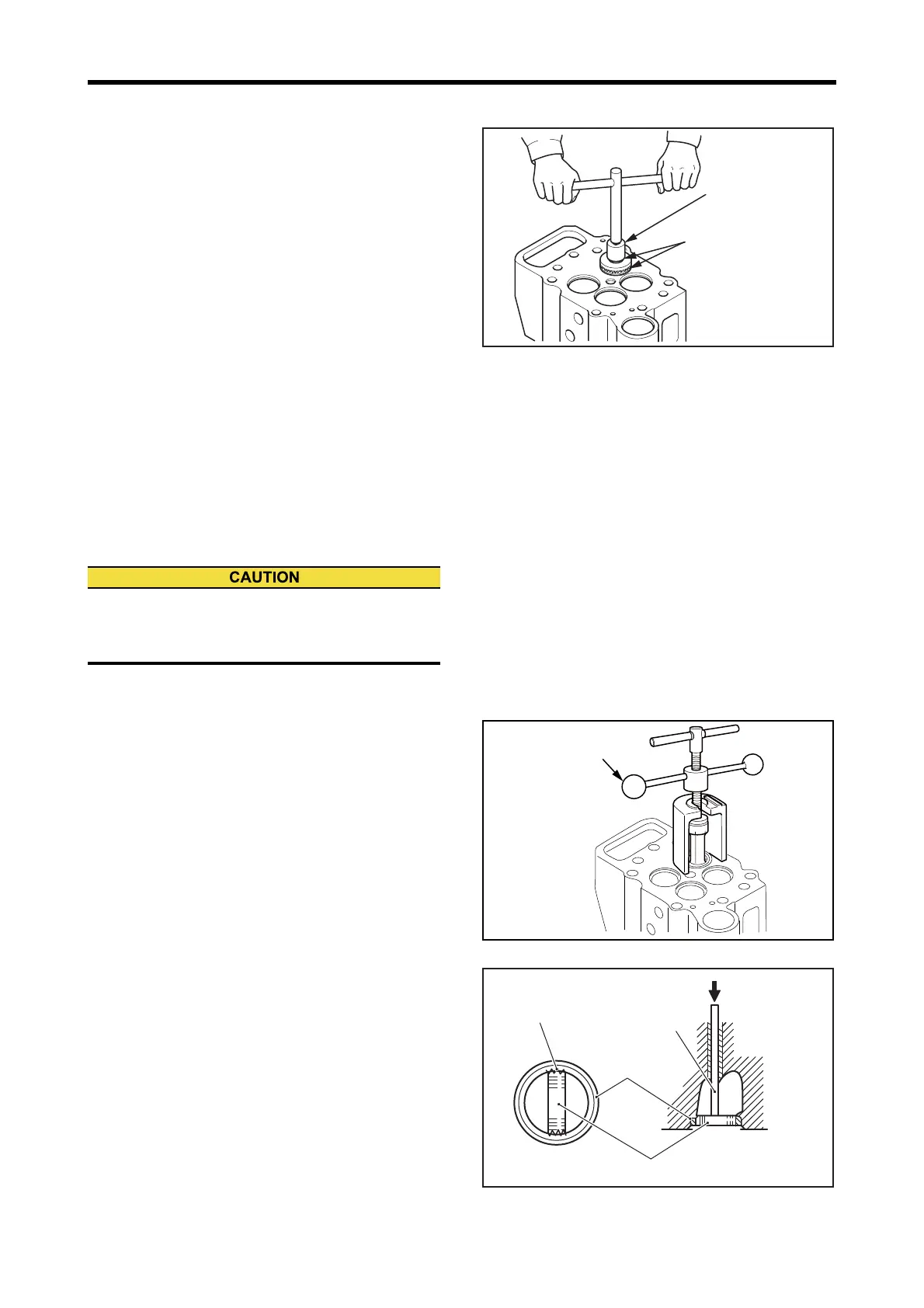
1.8.2 Valve Seat - Remove (by Welding)
To remove the valve seat, weld a stud to valve seat as
shown. Then, insert a shaft into valve guide hole from the
top of cylinder head, and punch out the valve seat with
shaft.
Note: Be careful not to allow spatters to adhere to the ma-
chined surface of the cylinder head during welding.
Valve Seat - Remove (by Welding)
Valve seat cutter
P/N: 37591-06400
37591-06430
Socket
(width across flats
32 mm [1.26 in.])
Select the valve seat with appropriate interference.
Improper interference can result in dropping out of
valve seat or crack in cylinder head.
Valve seat puller
P/N:32591-04200
Valve seat
Stud, etc.
Welding
Shaft
 Loading...
Loading...