Notes
SINUMERIK 802D sl Operating and Service Training Manual Page 2
C98
C98
Section 2
Basic structure
2.1 Basic structure of NC program
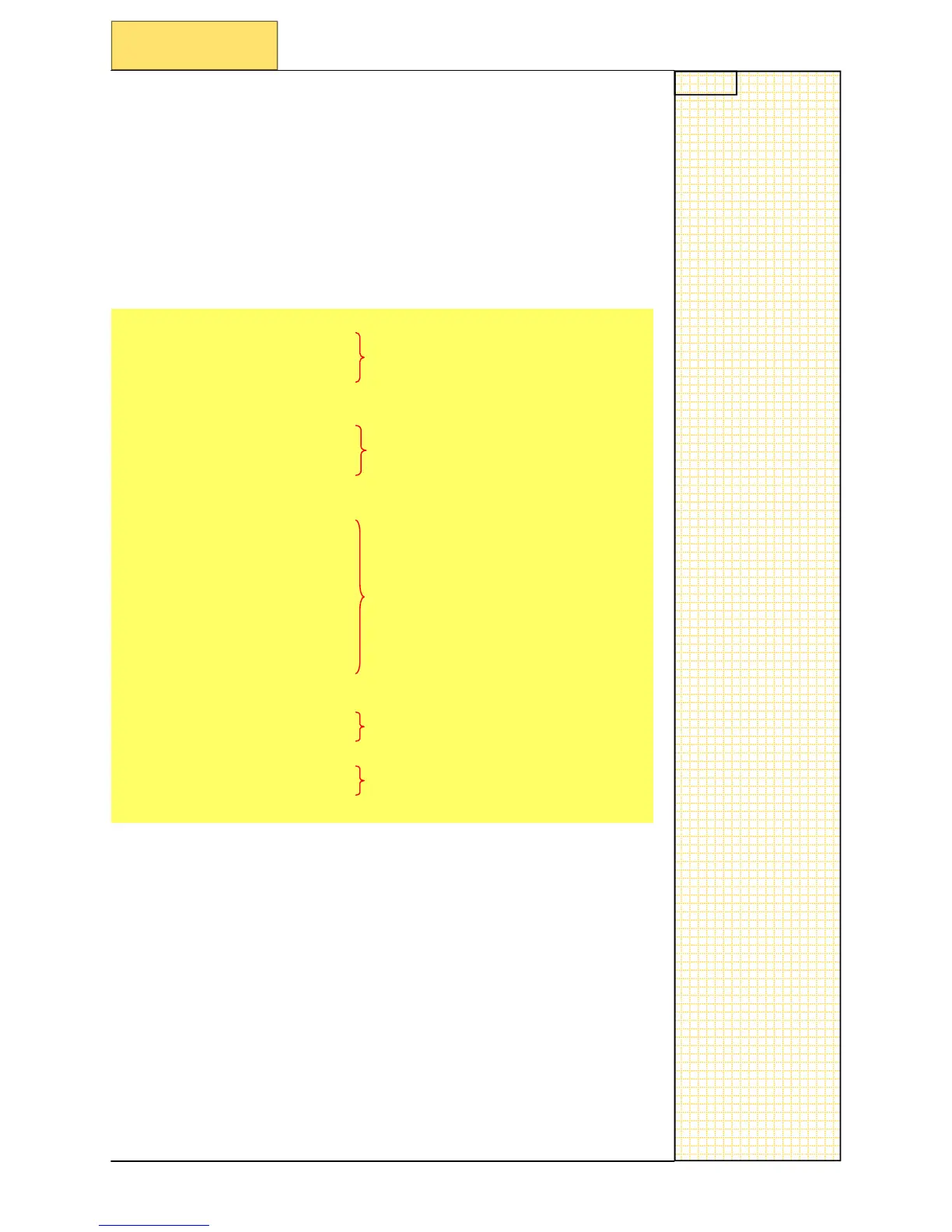
There are five basic parts to an NC program.
1.
Basic startup G functions.
2.
Call tool and set spindle speed, feed, coolant.
3.
Set geometry to cut component.
4.
Tool to safe position
5.
End of program
G00 G90 G94 G40 G17
G71
Basic G functions for pr
ogram
T1
M
6
Call tool etc
G95 S1500 F0.15 M08
G00 G54 X0
.0 Y0.0 Z50.0
….
….
….
…
.
Geometry fo
r component
….
….
….
G00 G40 Z5
0.0
X0.0 Y200.0 Z200.0
Safe positio
n for tool change
M30
End of program
You will note that for each tool there is always :
• Call tool etc
• Geometry for component
• Safe position for tool change
This will be t
he same for ever tool that is written in the NC program
If you keep to a good ba
sic structure, this will make the program safer to
run and easier to perform a block search.
 Loading...
Loading...













