Notes
SINUMERIK 802D sl Operating and Service Training Manual Page 3
C92
C92
Dwell time G4
Function
You can use G4 to interrupt workpiece machining between two NC
blocks for the programmed length of time, e.g. dwell at bottom of
hole.
Programming
G4 F.. F = Time
Or
G4 S.. S = Rotations
—————————————————————————————————
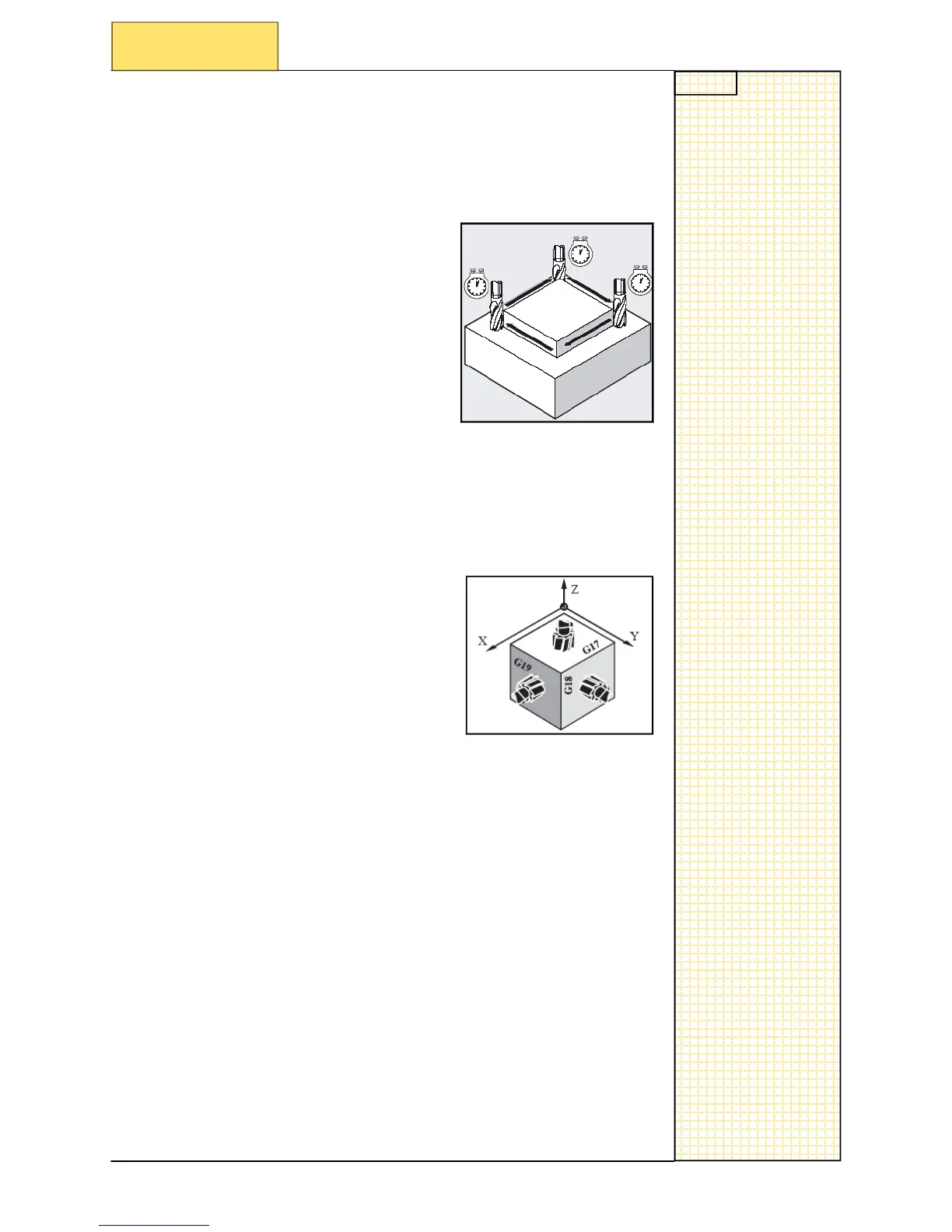
Plane selection G17
Function
To select the infeed feed axis when milling or drilling, this is the de-
fault G function.
Programming
G17
—————————————————————————————————
Section 2
G functions in detail

 Loading...
Loading...












