Notes
SINUMERIK 802D sl Operating and Service Training Manual Page 6
C92
C92
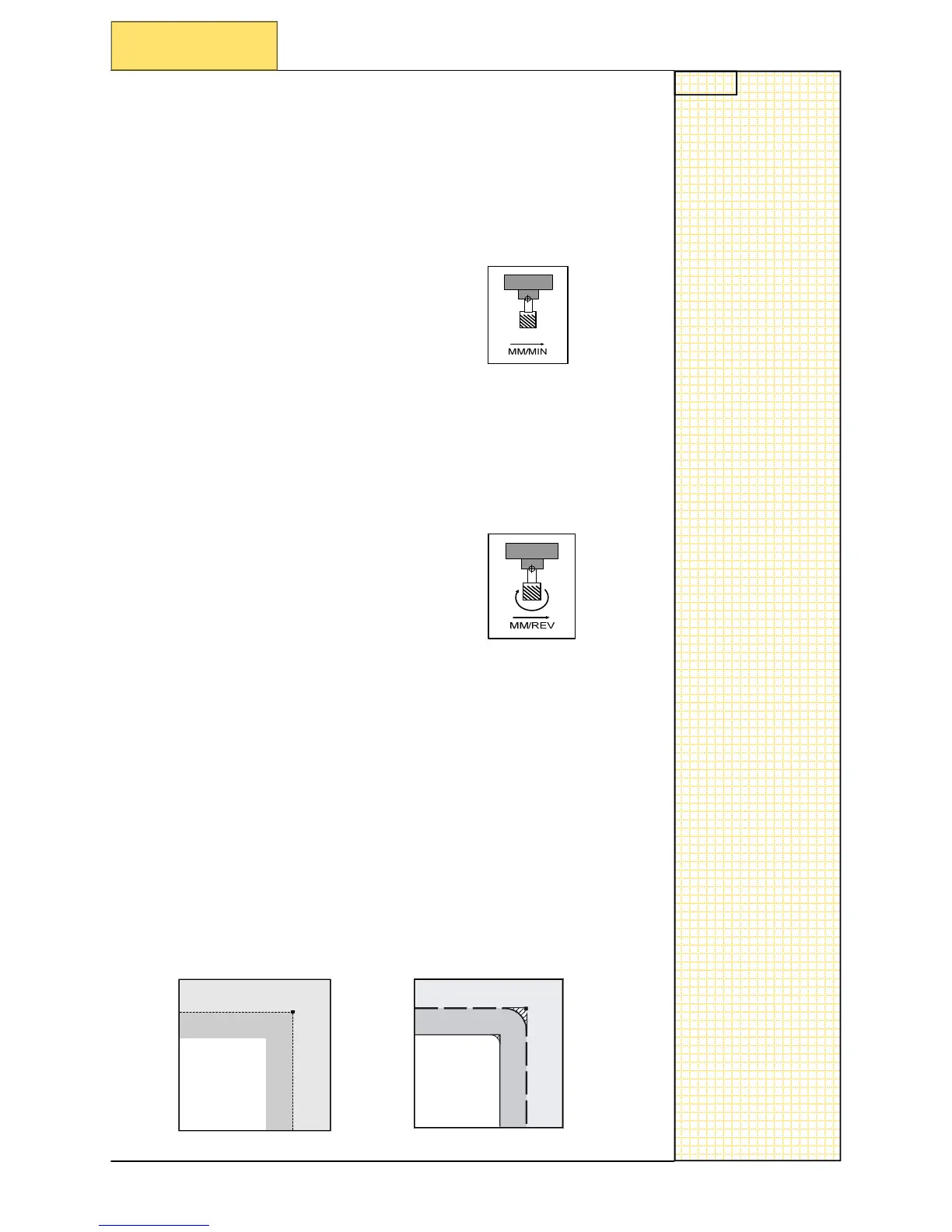
Feed rate G94
Function
This is how the feedrate will act to the axis that is moving in relation-
ship to the spindle.
The spindle will be programmed in direct RPM and the feedrate will
be MM/MIN.
Note: the axis will move without the spindle rotating.
Programming
G94
S.. F..
Feed rate G95
Function
This is how the feedrate will act to the axis that is moving in relation-
ship to the spindle.
The spindle will be programmed in direct RPM and the feedrate will
be REV/MIN.
Programming
G95
S.. F..
Section 2
G functions in detail
Exact stop/continuous-path control: G09, G60, G64
Function
Will set th
e block end behavior movement and to continue with the
next. E.g. G09/G60 the objective for
reaching the exact end position
is to dece
lerate the velocity to zero. With G64, the object is to avoid
deceleration
at the end of the block.
Programming
G09
; Exact stop - non-modal
G60
; Exact stop - modally effective
G64
; Continuous path-control mode

 Loading...
Loading...












