Notes
SINUMERIK 802D sl Operating and Service Training Manual Page 2
C76
C76
The following functions are possible in MDA mode, executing immediately
program blocks in the Machine area. It is possible to execute M functions,
especially for tool changing or activating clamping devices outside of the
NC program.
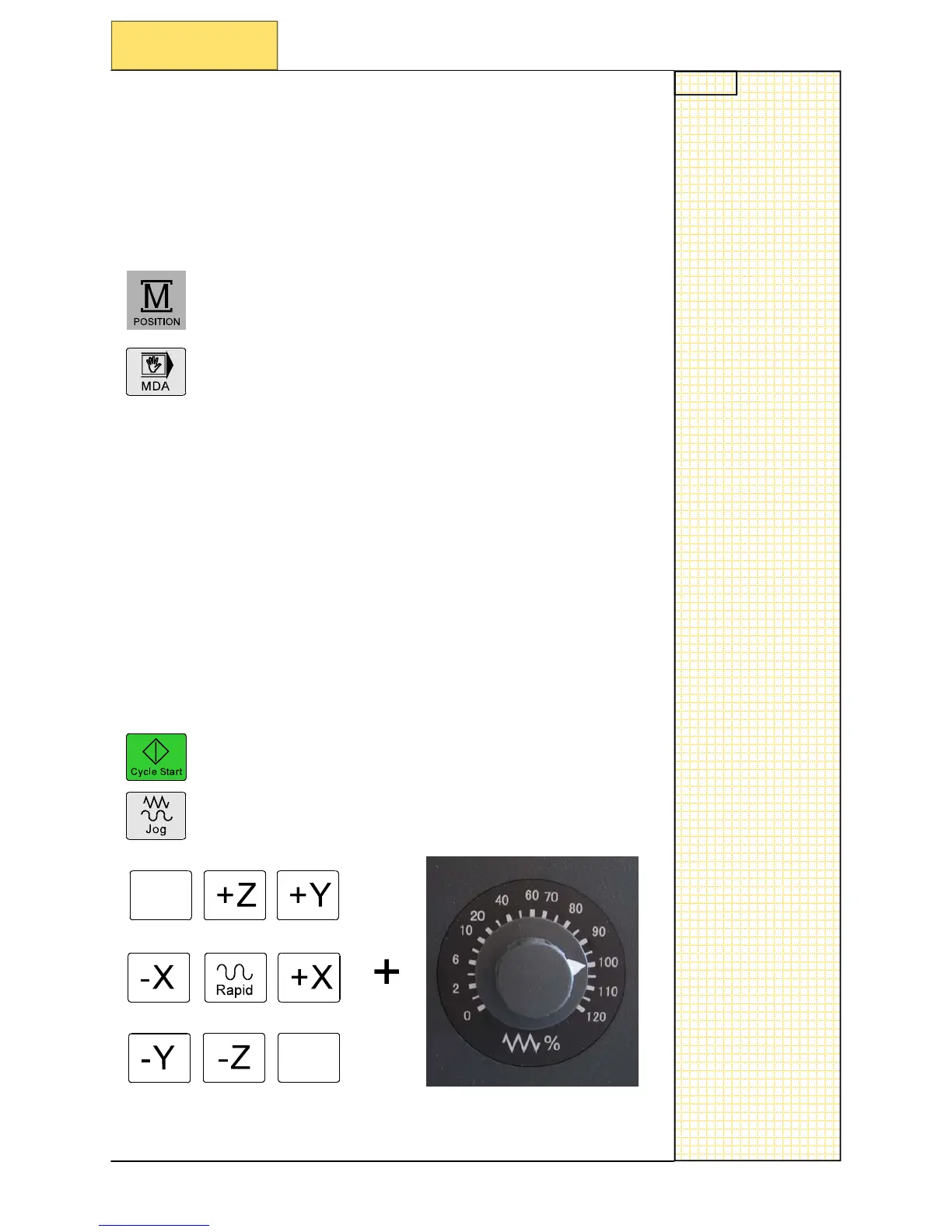
You can activate MDA in the following sequence:
To scratch on the workpiece (Set zero offset, measure tools manually)
Jog and MDA can be used with each other.
In MDA you can then call the tool with spindle speed and direction. Be
careful not to program M02 as this will have the effect of resetting the
given spindle speed and direction.
After NC start you can return to Jog and position the axis accordingly.
Example program for MDA:
T1
M6
X0 Y0 S2000 M3
Section 2
Functionality of MDA
2.1 Functionality of MDA

 Loading...
Loading...












