92 4 Programming: Fundamentals of NC, File Management, Programming Aids, Pallet Management
4.13 Pallet Operation with Tool-Oriented Machining
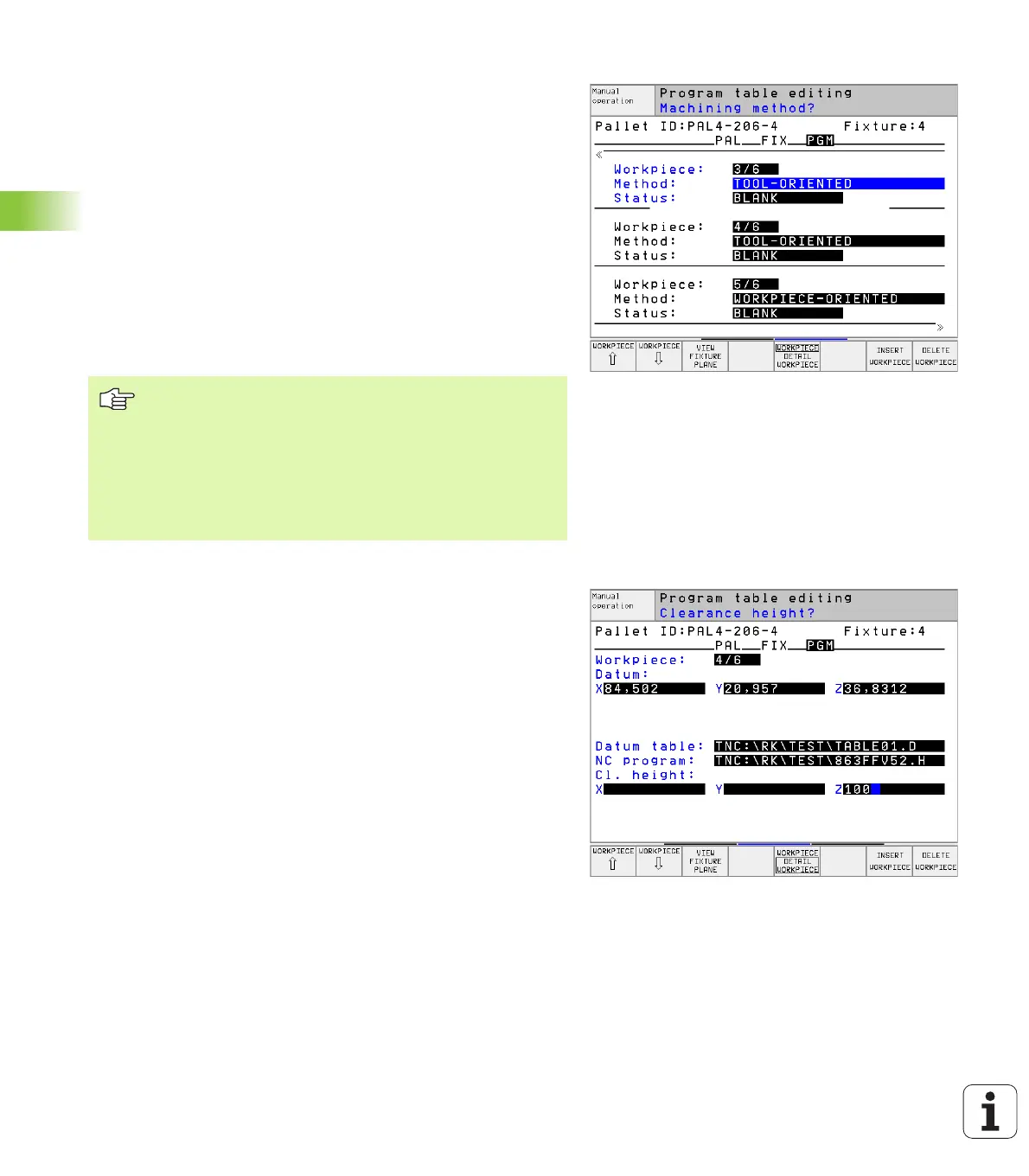
Setting up the workpiece plane
n Workpiece: The number of the workpiece is displayed. The number
of workpieces within this fixture plane is shown after the slash.
n Method: You can choose between the WORKPIECE ORIENTED and
TOOL ORIENTED machining methods. In tabular view, entry
WORKPIECE ORIENTED appears as WPO, and TOOL ORIENTED
appears as TO.
Use the CONNECT/SEPARATE soft key to mark workpieces that are to
be included for calculating the machining process for tool-oriented
machining. Connected workpieces are marked with a dashed line,
whereas separated workpieces are connected with a solid line.
Connected workpieces are marked in tabular view with the entry
CTO in the METHOD column.
n Status: The soft key BLANK identifies the workpiece as not yet
having been machined, and enters BLANK in the Status field. Use
the soft key EMPTY POSITION if you want to skip the workpiece during
machining. EMPTY appears in the Status field.
Setting up details in the workpiece plane
n Workpiece: The number of the workpiece is displayed. The number
of workpieces within this fixture or pallet plane is shown after the
slash.
n Datum: Enter the workpiece datum
n Datum table: Enter the name and path of the datum table valid for
machining the workpiece. If you use the same datum table for all
workpieces, enter the name and path in the pallet or fixture planes.
The data is automatically carried over to the workpiece plane.
n NC program: Enter the path of the NC program that is necessary for
machining the workpiece
n Safe height: (optional): Safe position for the individual axes
referenced to the workpiece. The positions entered are only
approached if these values were read and correspondingly
programmed in the NC macros.
Enter the method and status in the pallet or fixture plane.
Then the entry will be assumed for all corresponding
workpieces.
For several workpiece variants within one plane, the
workpieces of one variant should be entered together.
This way, the workpieces of each variant can be marked
with the CONNECT/SEPARATE soft key, and can be
machined in groups.
 Loading...
Loading...




