HEIDENHAIN TNC 426, TNC 430 293
8.6 SL cycles
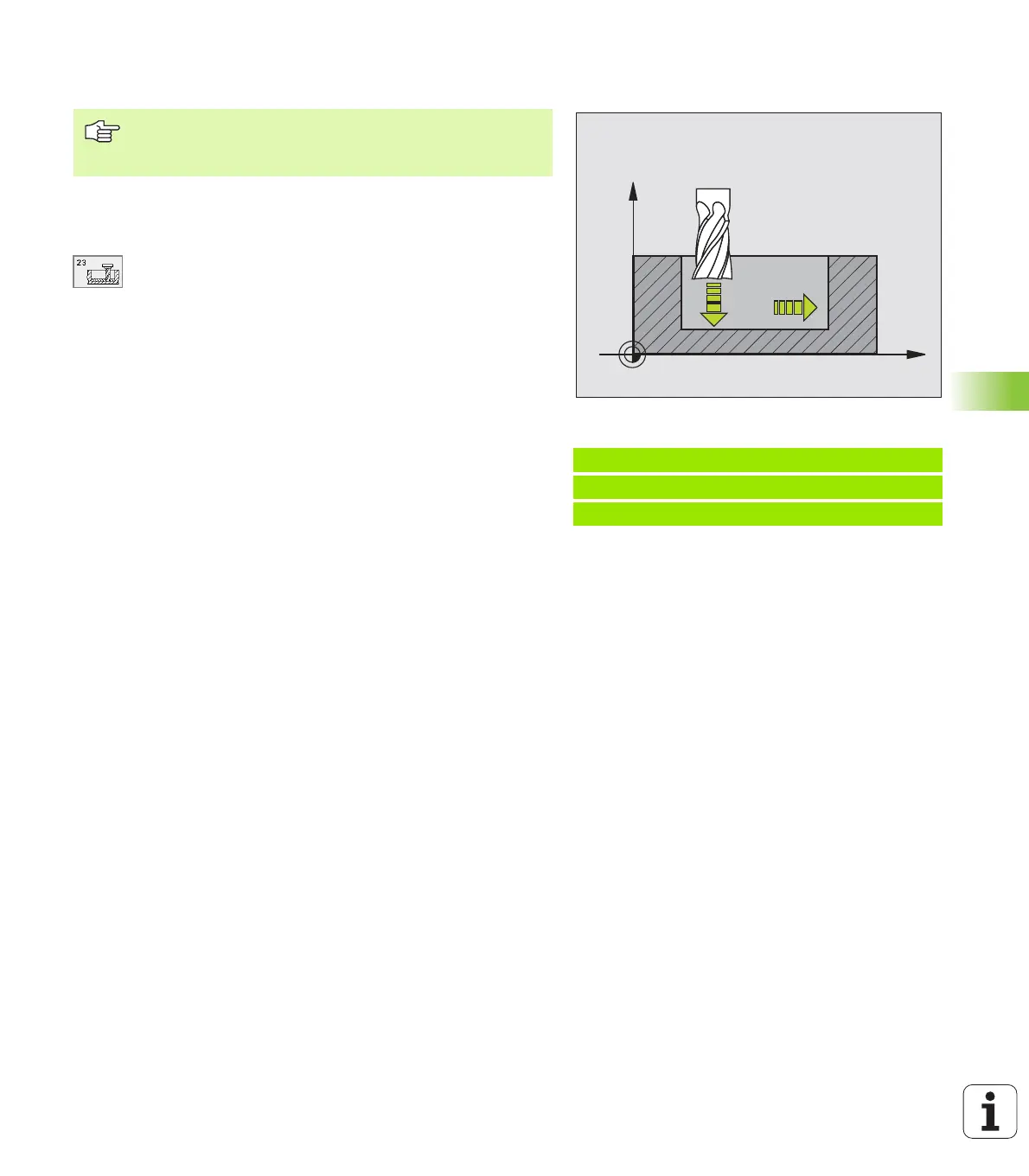
FLOOR FINISHING (Cycle 23)
The tool approaches the machining plane smoothly (in a vertically
tangential arc). The tool then clears the finishing allowance remaining
from rough-out.
U Feed rate for plunging: Traversing speed of the tool
during penetration
U Feed rate for milling Q12: Traversing speed for
milling
Example: NC blocks
60 CYCL DEF 23.0 FLOOR FINISHING
Q11=100 ;FEED RATE FOR PLUNGING
Q12=350 ;FEED RATE FOR MILLING
X
Z
Q11
Q12
The TNC automatically calculates the starting point for
finishing. The starting point depends on the available
space in the pocket.
 Loading...
Loading...




