266 8 Programming: Cycles
8.4 Cycles for milling pockets, studs and slots
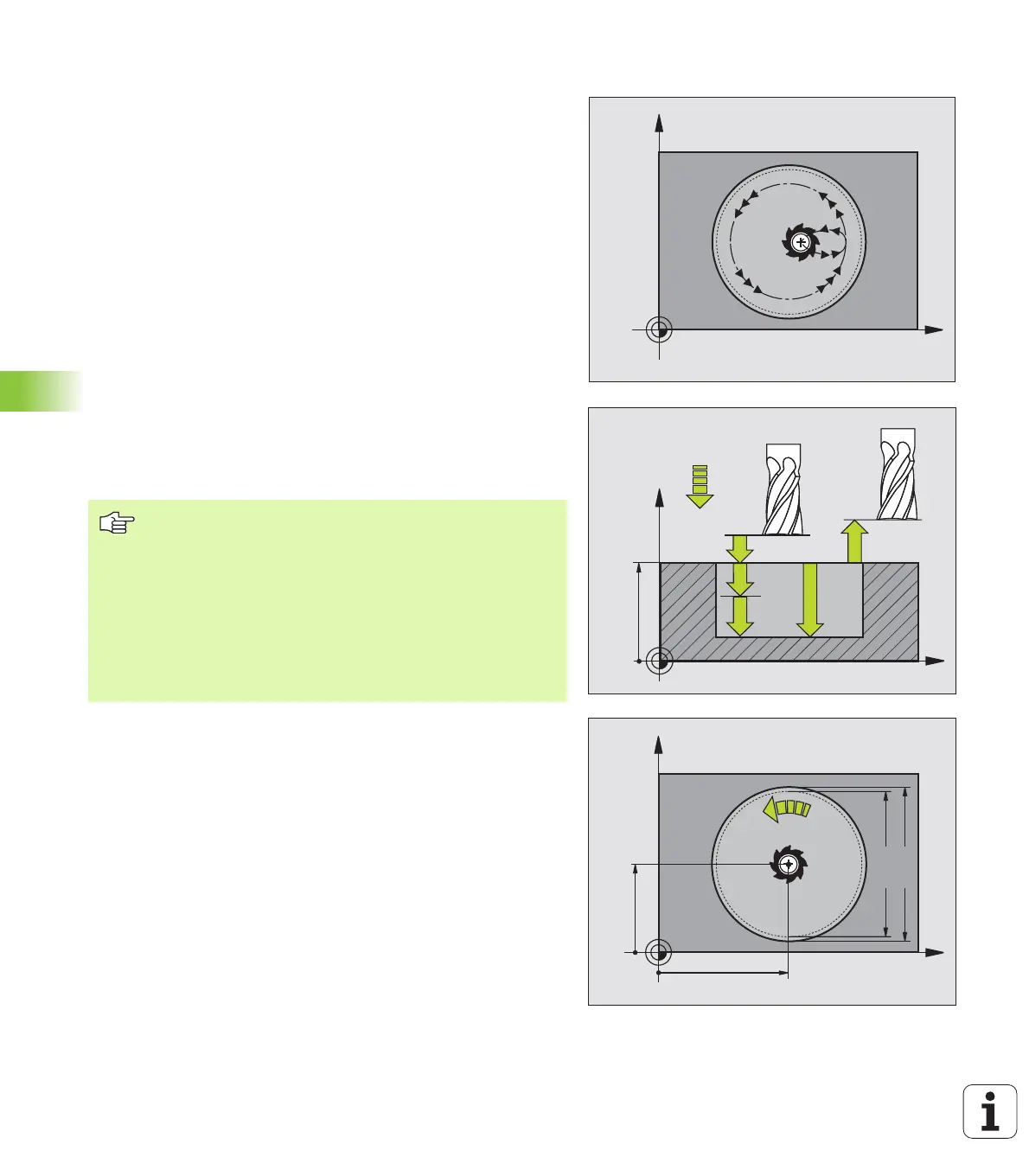
CIRCULAR POCKET FINISHING (Cycle 214)
1 The TNC automatically moves the tool in the tool axis to set-up
clearance, or — if programmed — to the 2nd set-up clearance, and
subsequently to the center of the pocket.
2 From the pocket center, the tool moves in the working plane to the
starting point for machining. The TNC takes the workpiece blank
diameter and tool radius into account for calculating the starting
point. If you enter a workpiece blank diameter of 0, the TNC
plunge-cuts into the pocket center.
3 If the tool is at the 2nd set-up clearance, it moves in rapid traverse
FMAX to set-up clearance, and from there advances to the first
plunging depth at the feed rate for plunging.
4 The tool then moves tangentially to the contour of the finished part
and, using climb milling, machines one revolution.
5 After this, the tool departs the contour tangentially and returns to
the starting point in the working plane.
6 This process (3 to 5) is repeated until the programmed depth is
reached.
7 At the end of the cycle, the TNC retracts the tool in rapid traverse
to set-up clearance, or, if programmed, to the
2nd set-up clearance and then to the center of the pocket (end
position = starting position)
X
Y
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
X
Y
Q222
Q217
Q216
Q207
Q223
Before programming, note the following:
The TNC automatically pre-positions the tool in the tool
axis and working plane.
The algebraic sign for the cycle parameter DEPTH
determines the working direction. If you program DEPTH
= 0, the cycle will not be executed.
If you want to clear and finish the pocket with the same
tool, use a center-cut end mill (ISO 1641) and enter a low
feed rate for plunging.
 Loading...
Loading...




