HEIDENHAIN TNC 426, TNC 430 183
7.4 Miscellaneous Functions for Contouring Behavior
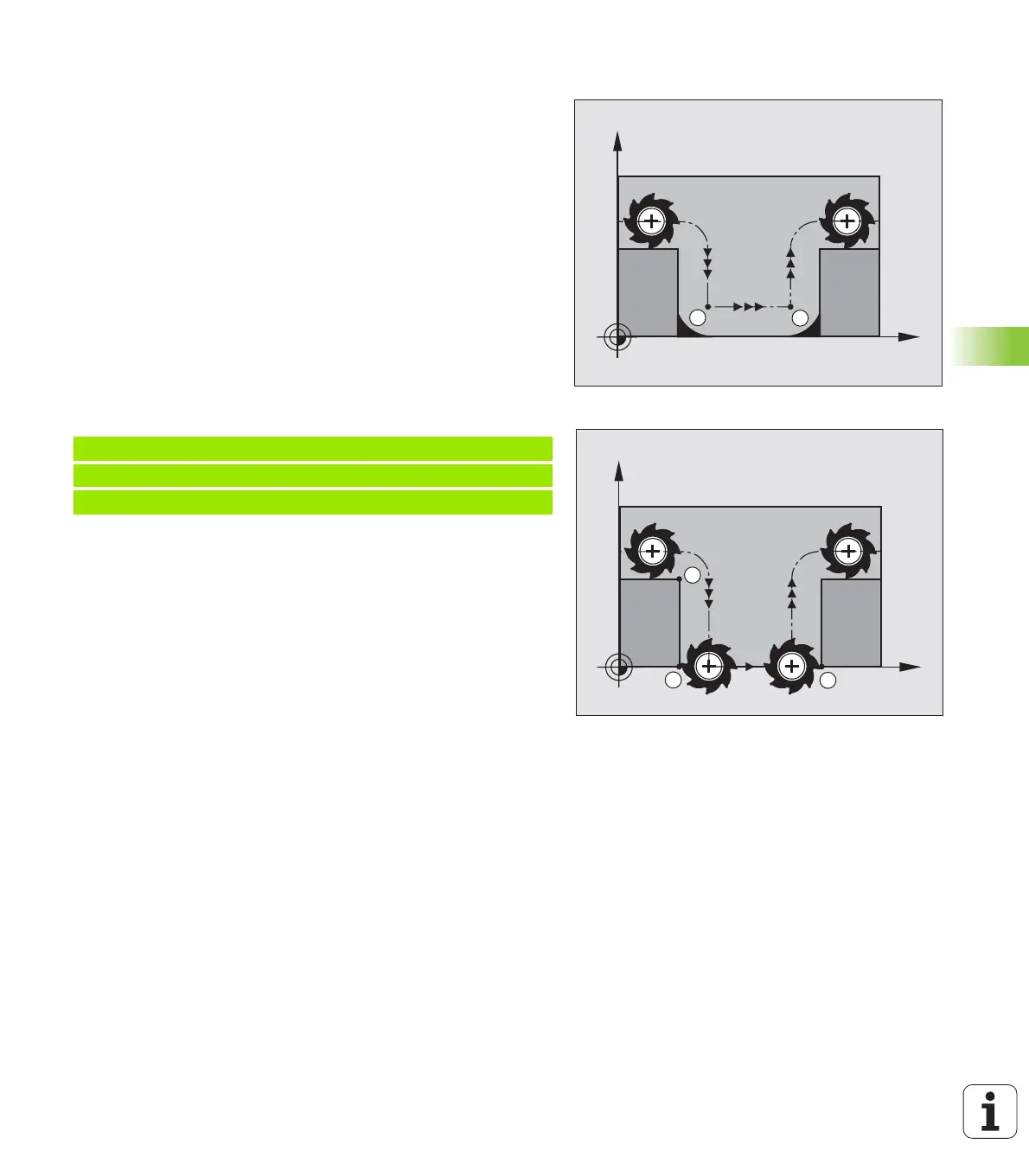
Machining open contours: M98
Standard behavior
The TNC calculates the intersections of the cutter paths at inside
corners and moves the tool in the new direction at those points.
If the contour is open at the corners, however, this will result in
incomplete machining.
Behavior with M98
With the miscellaneous function M98, the TNC temporarily suspends
radius compensation to ensure that both corners are completely
machined.
Effect
M98 is effective only in the blocks in which it is programmed.
M98 takes effect at the end of block.
Example NC blocks
Move to the contour points 10, 11 and 12 in succession:
Feed rate factor for plunging movements: M103
Standard behavior
The TNC moves the tool at the last programmed feed rate, regardless
of the direction of traverse.
Behavior with M103
The TNC reduces the feed rate when the tool moves in the negative
direction of the tool axis. The feed rate for plunging FZMAX is
calculated from the last programmed feed rate FPROG and a factor
F%:
FZMAX = FPROG x F%
Programming M103
If you enter M103 in a positioning block, the TNC continues the dialog
by asking you the factor F.
Effect
M103 becomes effective at the start of block.
To cancel M103, program M103 once again without a factor.
10 L X ... Y... RL F
11 L X... IY... M98
12 L IX+ ...
X
Y
S
S
X
Y
11
12
10
 Loading...
Loading...




