HEIDENHAIN TNC 426, TNC 430 265
8.4 Cycles for milling pockets, studs and slots
U Feed rate for plunging: Traversing speed of the tool
during penetration
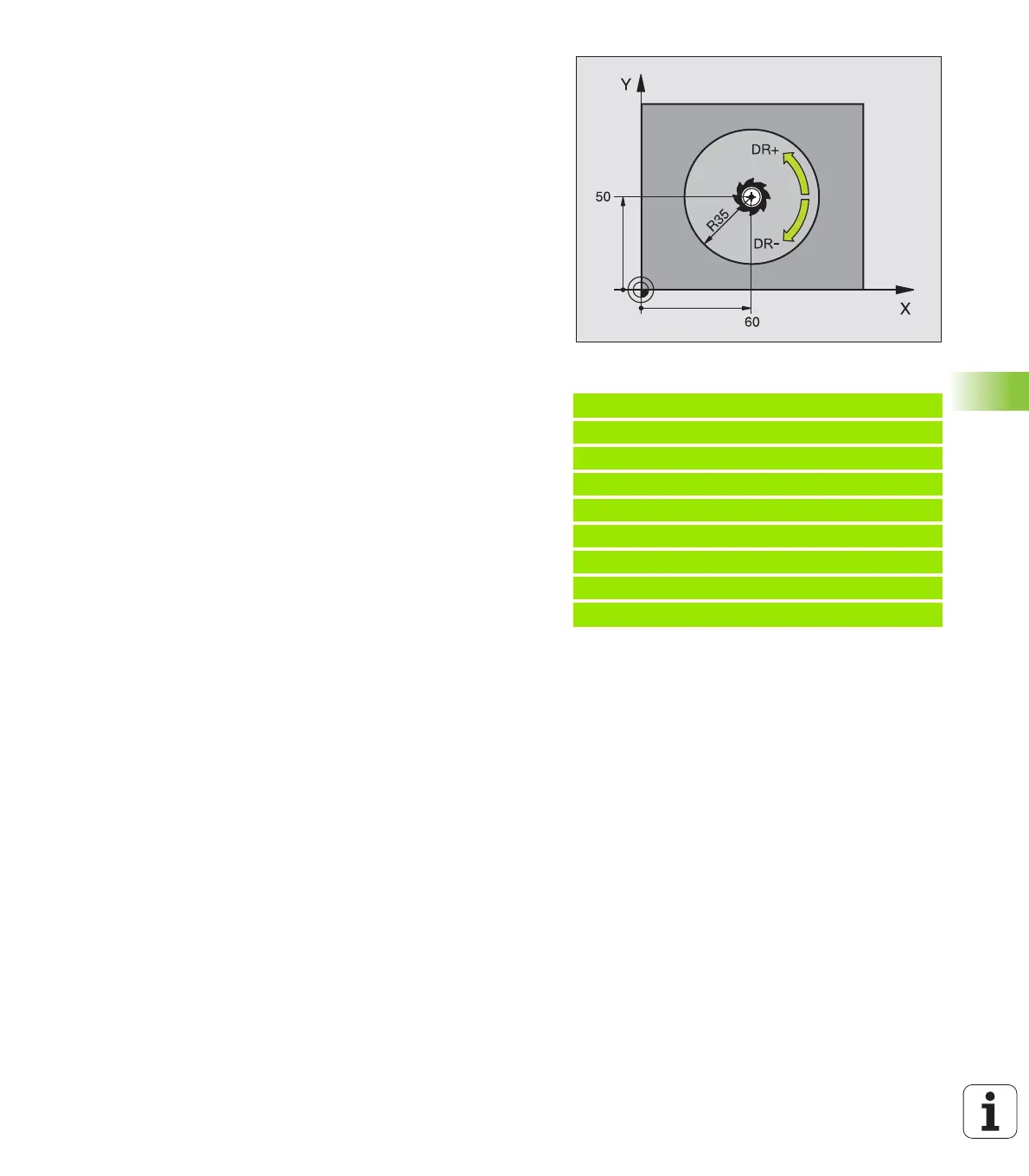
U Circular radius: Radius of the circular pocket
U Feed rate F: Traversing speed of the tool in the
working plane
U Clockwise
DR +: Climb milling with M3
DR –: Up-cut milling with M3
Example: NC blocks
16 L Z+100 R0 FMAX
17 CYCL DEF 5.0 CIRCULAR POCKET
18 CYCL DEF 5.1 SET UP 2
19 CYCL DEF 5.2 DEPTH -12
20 CYCL DEF 5.3 PLNGNG 6 F80
21 CYCL DEF 5.4 RADIUS 35
22 CYCL DEF 5.5 F100 DR+
23 L X+60 Y+50 FMAX M3
24 L Z+2 FMAX M99
 Loading...
Loading...




