45
43
42
40 41
46
44
D(mm)
88,00÷88,01 88,100
A 88,00÷88,01 87,960÷87,967 0,033÷0,050
6
- 46 - - 46 -
Disassembly / Reassembly
Cylinders
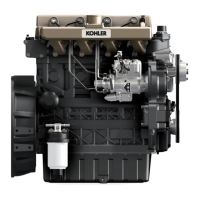
Resetdialgaugewithacalibratedring.
CheckdiametersizeDat1,2and3;repeatthesameoperation
atthesameplacesafterturningthedialgaugeby90°.
CheckforwearintheXareawherepistonringsarelocated.
To check clearance with the matching piston measure the
diameter size at Z along theaxis whichruns atright anglesto
thedrivingshaft.
Limit value
(mm)
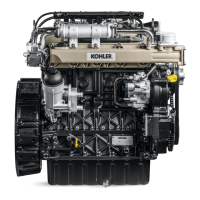
Cylinder roughness
Important
Do not manually hone the cylinder bore surfaces with
emery cloth or other means.
The inclination of the cross-hatched marks left by machining
should range between 115°-140°; they should be uniform and
clearlyvisibleinbothdirections.
Averageroughnessshouldrangebetween0.5and1mm.
The cylinder surface which comes into contact with the piston
ringsshouldbemachinehonedwiththeplateausystem.
Piston
Removecirclipsandpistonpin.
Removepistonringsandcleangrooves.
Measure diameter Q at the A distance from the bottom of the
skirt(A=12mm)
In case of diameter wear exceeding 0.05 mm of the minimum
givenvaluereplacepistonandrings.
Nota:Theoversizesare0.50and1.00mm.TheTURBOpiston
differs from that of the NATURALLY ASPIRATED in its
coolingsprayerpassagenicheandaninsertintheslotof
therstring.
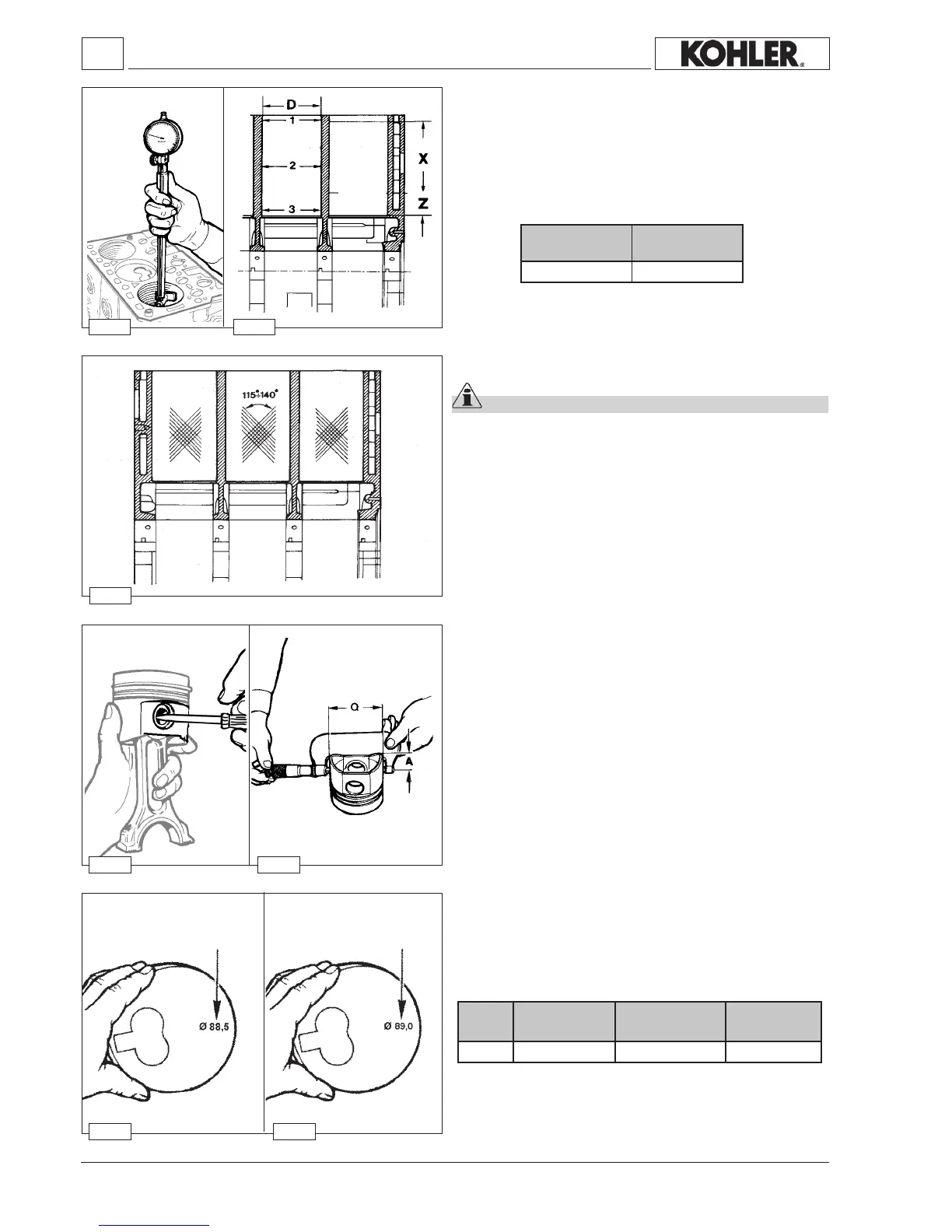
Piston availability
Thepistonsoversizedby0.5and1.0mmhavetheupratingreference
onthecrown,g.45-46.
Class
Ø Cylinder
(mm)
Ø Piston
(mm)
Clearance
(mm)
Workshop Manual KDW 1603_2204_2204/T _ cod. ED0053029180 - 1° ed_rev. 00
 Loading...
Loading...