55
54
52 53
0,68÷0,83
0,68÷0,81
0,67÷0,82
0,72÷0,85
0,83÷0,98
0,81÷0,94
0,67÷0,82
0,69÷0,82
0,98÷1,10
0,94÷1,07
0,67÷0,82
0,66÷0,79
A (mm)
6
- 48 - - 48 -
1603
2204-2204/T
1603
2204-2204/T
1603
2204-2204/T
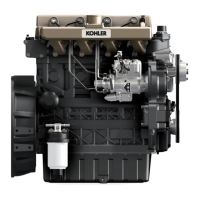
Disassembly / Reassembly
Piston - Retting
Connectpistontoconnectingrodafterlubricatingpistonpinand
introducingitbyexertingpressurewithyourthumb.
Positionthetwopistonpincirclipsandcheckthattheyarewell
insidetheirseats.
Using a ring compressor introduce the piston into the cylinder
withcombustionchamberfacingtheinjectionpumpside.
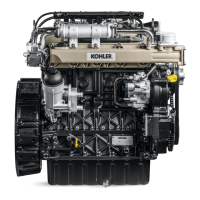
Piston position and clearance
Toobtainaclearanceof0.67÷0.90mmmeasureprotrusionAof
all pistons fromthe cylinderplane andconsider the A value of
themostprotrudingpiston.
Performthismeasurementalongtheengineaxis.
Engine type No.of notches
Resulting clea-
rance (mm)
Workshop Manual KDW 1603_2204_2204/T _ cod. ED0053029180 - 1° ed_rev. 00
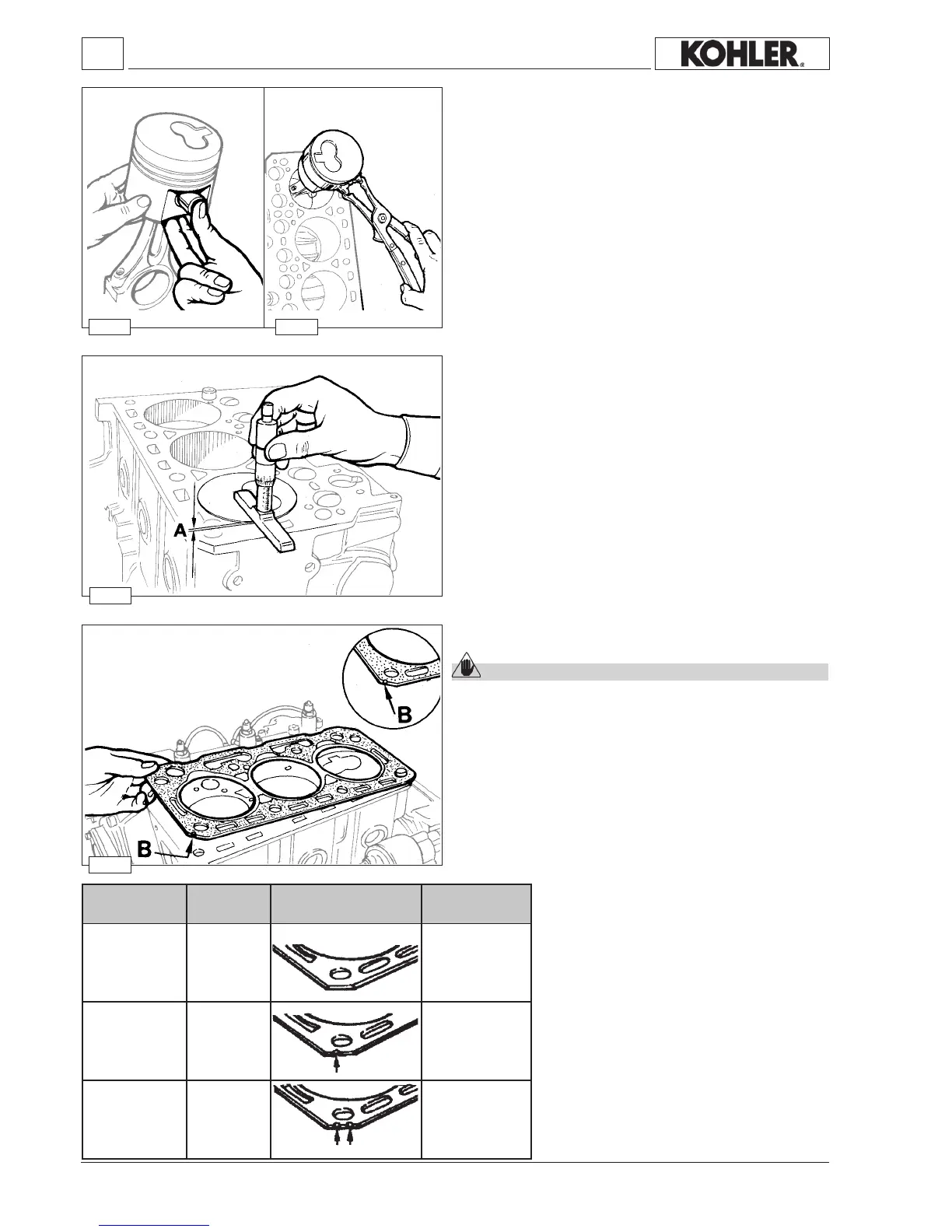
Cylinder head gasket
Caution – Warning
Remove the head gasket from its protective wrapping only
when ready for tting.
At B the gasket shows small semi-circular notches indicating
thickness.
Choosetheproperheadgasketconsideringthatforeachvalue
ofA (maximumprojectionofthepistonfromthecylindersurface)
there is a matching gasket among the three available (with no
notch,onenotchortwonotches)toachieveaclearancevolume
between0.66and0.90mm.
IntheLDW1603enginestheheadgasketismadeofbre,while
intheLDW2204/2204-Tenginestheheadgasketismetal.
Note: The notches shown above protrude
fromthecylinderheadplane;youcan
thus determine the gasket thickness
beforetakingdownthehead.
 Loading...
Loading...