FRONT
AXLE
& STEERING
LINKAGE
SYSTEM
INSPECTION
Clean the disassembled
parts
by washing.
Inspect gears and pinions
to
be sure
their
teeth
are in good condition. Check
to
be sure
that
each bearing
is
capable
of
smooth
rotation.
Examine each enclosure
part
(housing, case and
the like) for evidence
of
cracking and repair
or
replace cracked parts,
if
any.
REASSEMBLY
Before commencing reassembly, be sure
that
necessary replacements and repair
jobs
have all
been effected and
that
each
part
meets
the
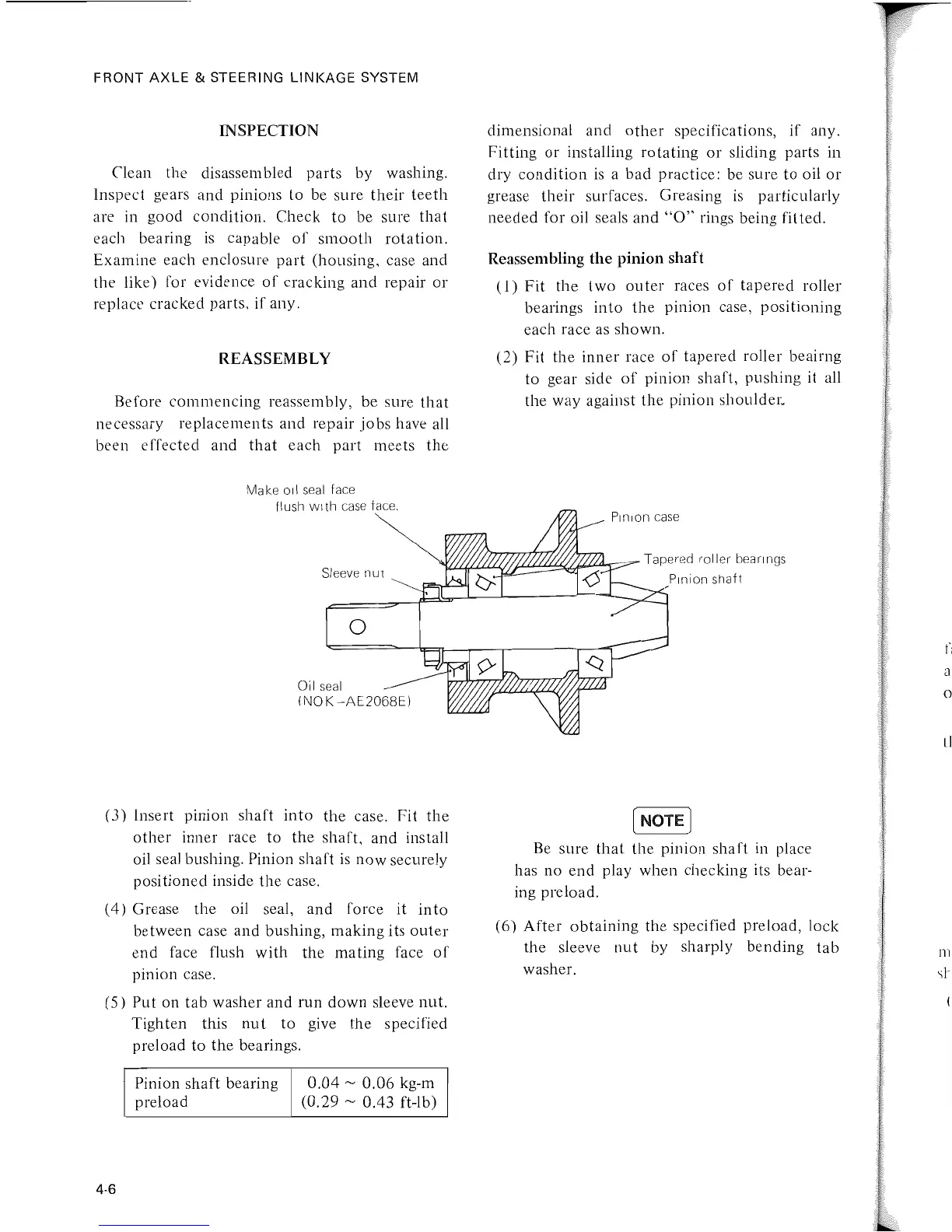
Make oil
seal
face
flush
with
case
face.
dimensional and
other
specifications,
if
any.
Fitting or installing
rotating
or
sliding parts in
dry
condition
is
a bad practice: be sure
to
oil
or
grease
their
surfaces. Greasing is particularly
needed for oil seals and
"0"
rings being fitted.
Reassembling
the pinion
shaft
(I)
Fit
the
two
outer
races
of
tapered
roller
bearings
into
the
pinion case, positioning
each race
as
shown.
(2)
Fit
the
inner
race
of
tapered roller beairng
to
gear side
of
pinion shaft, pushing it all
the way against the pinion shoulder..
Pinion
case
Sleeve
nut
'ftL¥CLLJ.~e~~6f~~~Tapered
roller
bearings
Pinion shaft
o
Oil
seal
(NO
K-AE2068E)
(3) Insert pinion
shaft
into
the
case.
Fit
the
other
inner race
to
the
shaft,
and
install
oil seal bushing. Pinion
shaft
is
now
securely
positioned inside the case.
(4) Grease the oil seal,
and
force it
into
between case and bushing,
making
its
outer
end face flush
with
the
mating face
of
pinion case.
(5)
Put
on
tab
washer and run
down
sleeve nut.
Tighten this
nut
to
give
the
specified
preload
to
the
bearings.
Pinion shaft bearing
preload
0.04
~
0.06 kg-m
(0.29
~
0.43 ft-Ib)
[NOTE]
Be
sure
that
the pinion
shaft
in place
has no end play when checking its bear-
ing preload.
(6)
After
obtaining
the
specified preload, lock
the sleeve
nut
by sharply bending tab
washer.
f:
a
o
tl
 Loading...
Loading...

