Operation
XPR300 Instruction Manual 809480 213
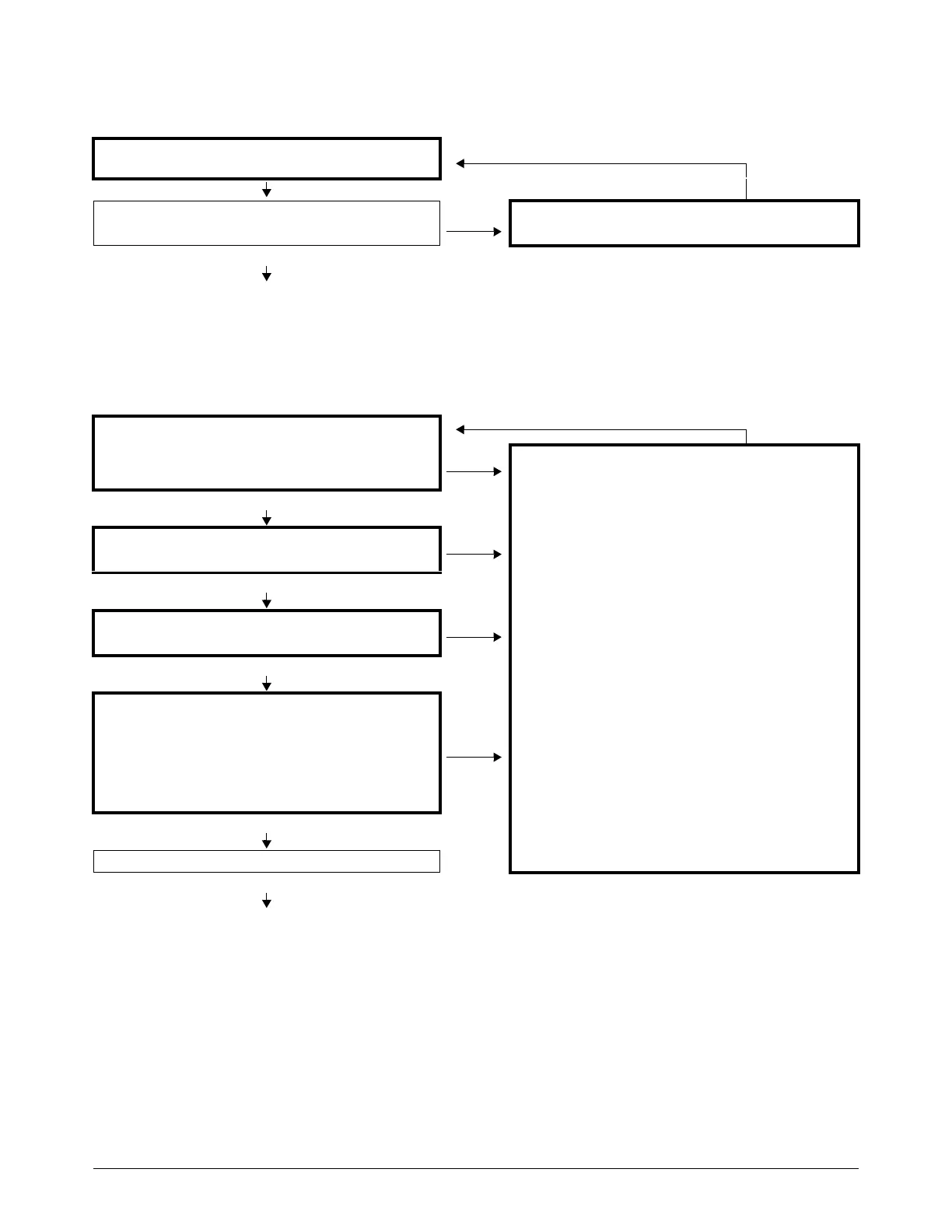
Rampup State (11)
Steady State (12)
During the Steady State (12), the sent process (piercing, marking, or cutting) is active.
Increase current and gas flow to the setpoints for
this process.
Is the Rampup State (11) complete and
successful?
No
Diagnose and troubleshoot the problem. Refer to
Diagnostics and Troubleshooting on page 259.
Yes
Continue to Steady State (12) on page 213.
Does the coolant flow rate remain within the
acceptable range?
No
Diagnose and troubleshoot the problem. Refer to
Diagnostics and Troubleshooting on page 259.
Yes
Do the gas pressures remain within the acceptable
range?
No
Yes
Do the temperatures remain within the acceptable
range?
No
Yes
Does the current for Chopper 1 and Chopper 2
remain within the acceptable range? (If the
process is less than or equal to 30 A, only
Chopper 1 is active).
Note: If the operator-selected process is equal to
or greater than 30 A, monitor both choppers.
No
Yes
Is the Plasma Start signal removed?
Yes
Continue to Rampdown State (13) on page 214.

 Loading...
Loading...












