Operation
214 809480 Instruction Manual XPR300
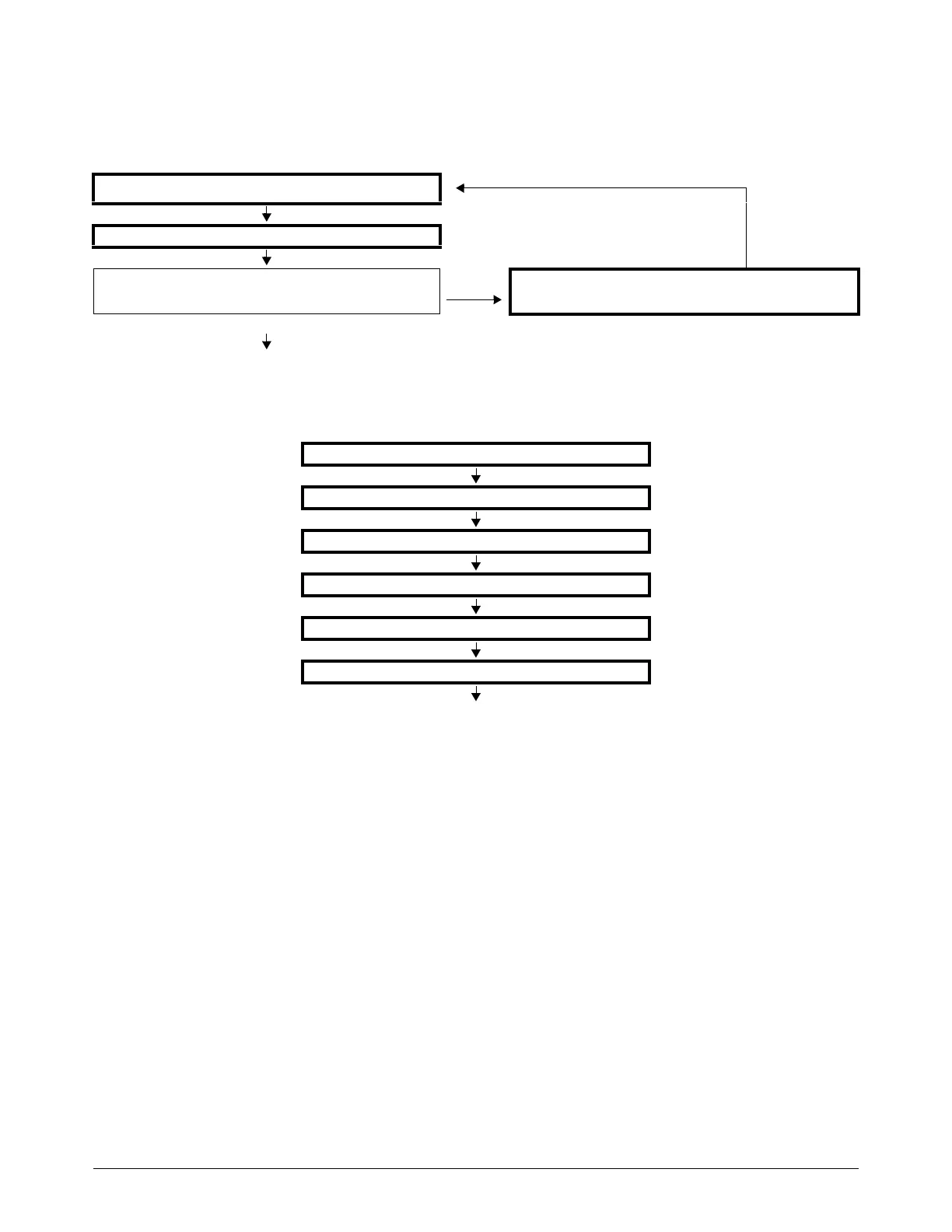
Rampdown State (13)
Rampdown State (13) begins when the CNC removes the Plasma Start command.
End of cycle State (14)
* After the successful completion of an operator-selected process, the cutting system returns to the Wait for
start State (5) on page 210 to wait for the next command.
High-voltage relay stages (closed or opened) in the ohmic circuit
During a wet process (specifically, N
2
/H
2
O), water can act as a current path for the ohmic-sense
circuit. To prevent any passage of current to the ohmic board, the cutting system automatically
opens the high-voltage relay and disables the ohmic-sense circuit.
Ohmic sensing for the N
2
/H
2
O process is available in cutting systems with firmware that is
revision L or later. Stall force is required when the N
2
/H
2
O process is used underwater.
During a dry process, the cutting system closes the high-voltage relay and enables the ohmic-sense
circuit (except during high-frequency starts).
Decrease current to the final setpoint.
Decrease gas flow to the final setpoint.
Is Rampdown State (13) complete and
successful?
No
Diagnose and troubleshoot the problem. Refer to
Diagnostics and Troubleshooting on page 259.
Yes
Continue to End of cycle State (14) on page 214.
Turn OFF Chopper 1 and Chopper 2.
Turn OF F gas.
Start post-flow gas flow.
Start timer to turn OFF the contactor.
Start timer to stop the fans.
Start timer to stop the coolant pump.
Cycle ends. Continue to Wait for start State (5) on
page 210.*

 Loading...
Loading...












