5-6E
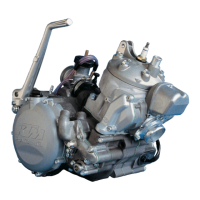
Crankshaft
If the conrod bearing is replaced, take care to properly position the
crankpin. The bores of the crank web
B and crank pin C must
coincide.
!
CAUTION
!
IF THE CRANK PIN IS PRESSED IN THE WRONG POSITION, THE CONROD BEARING IS
SUPPLIED INSUFFICIENTLY OR NOT AT ALL WITH ENGINE OIL
, WHICH RESULTS IN
BEARING DAMAGE
.
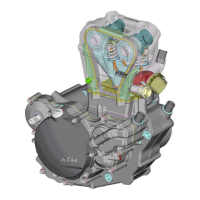
If the crankshaft is continued to be used, check crankshaft journals for
run out. Place crankshaft on a roller block or a similar device and check
the outer end of the journals for run out with a dial gauge.
run out of crankshaft journals: max. 0.08 mm (0.0032 in)
The radial clearance and axial clearance on the conrod bearing must be
checked.
radial clearance: max. 0.05 mm (0.0019 in)
axial clearance: max. 1.10 mm (0.044 in)
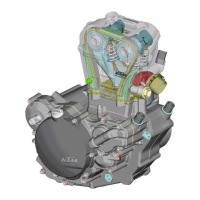
– If the crankshaft roller bearings are replaced, the inner rings on the
crankshaft should also be changed.
– Heat special tool 584.29.037.040 or 584.29.037.043 on a heating
pad up to approx. 150°C and slip it on the inner ring immediately.
Press the special tool together tightly to obtain a good heat transfer
and pull the inner ring off the crankshaft.
–To mount the new inner ring, heat the special tool 584.29.037.040
or 584.29.037.043 again to approx. 150°C, engage the inner ring
and slip it on the crankshaft journal immediately.
– In order to safely press on new rings, a middle panel should be
inserted between the crankshaft webs. This panel should be big
enough to be supported on both sides, so that the crankshaft lies
free and accessible.
NOTE: Because LC4-E models have different diameters of inner
crankshaft bearing rings, it is necessary to have both special tools
(584.29.037.040 and 584.29.037.043).
!
CAUTION
!
NEVER CLAMP THE CRANKSHAFT WITH A CRANKSHAFT JOURNAL OR WEB IN THE
VICE
, AND NEVER TRY TO KNOCK THE INNER RING FREE. THE CRANKSHAFT WEBS
MAY BE COMPRESSED THEREBY MAKING THE CRANKSHAFT UNUSEABLE
.
B
C

 Loading...
Loading...