Chapter 4 Application Techniques ASDA Series Application Note
4-30 March, 2015
4.5.3 Macro E
This macro performs E-Cam alignment and writes the correction value into the specified PR.
Please complete relevant settings such as target position and other PRs in advance. When
macro E is triggered, the system will figure out the correction value and write it to the specified
PR. This PR can be triggered to make the slave axis move to the target position.
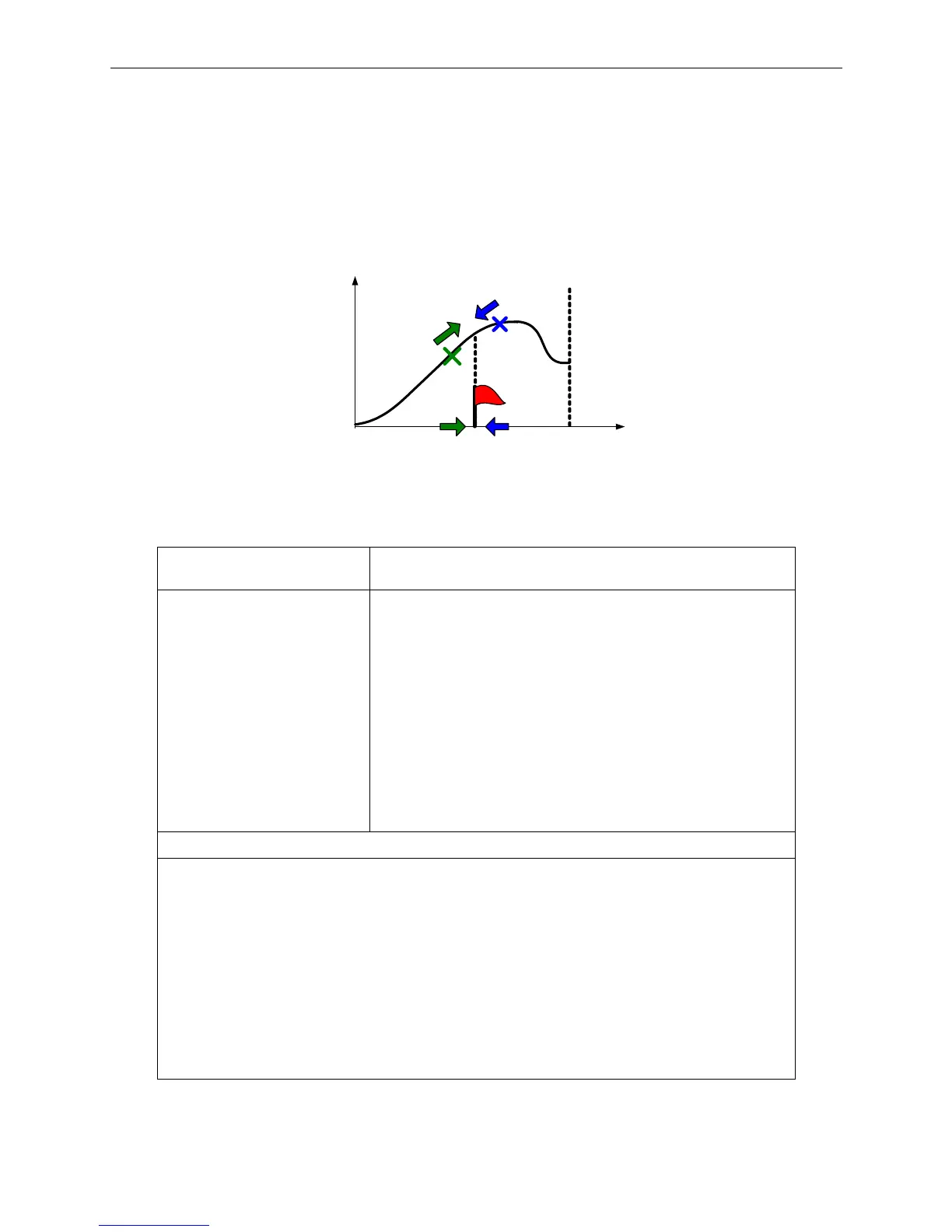
Master
Slave
The target position of E-Cam when
macro C is triggered
Cam
Position
P
R
P
R
Figure 4.5.3 Macro E
The following macros are provided after version V1.038 sub26 (included):
Command code 000Eh Perform E-Cam alignment immediately and write the correction
value into the specified PR.
Macro parameters
P5-93 = DCBA:UZYX (8 digits, HEX)
YX (PR number) = 0 ~ 0x3F, it is invalid when the value is set to
0.
UZ (Max. alignment correction rate) = 0 ~ 0x64 (%)
A (Trigger the specified PR directly) = 1: On, 0: Off
DCB = has to be set to 0
P5-94 (DI delay time compensation) = -25000 ~ +25000; Unit:
usec.
P5-95 (available forward rate) = 0 ~ 100 (%)
P5-96 (target position of alignment X); Unit: pulse number of
master axis = 0 ~ (P5-84/P5-83) – 1.
Monitoring variable 062 (3Eh): It displays the current engaged position of master axis (X)
This macro command can move the engaged position to the alignment target position (X) when
E-Cam is engaged. And write the alignment correction value into the specified PR.
During E-Cam operation (When E-Cam is engaged), if desire to quickly align the E-cam position
to the mechanical referral point, sensor can be used to trigger DI.EVx to execute this macro
command.
After E-Cam alignment is completed, the engaged position will move to the new position. The
excess or not enough moving distance after E-Cam operates one cycle is called alignment
correction value. It will be written into PR specified by P5-93.YX. PR incremental command can
be used to compensate this value so that the slave axis position will remain and offset the phase
of E-Cam to align the referral position of machine. For some applications, set value of P5-93.YX
to 0 will do without applying this PR. Please note that PR can be executed only when triggering
the host controller.

 Loading...
Loading...




