440 Programming: Special Functions
11.6 Adaptive Feed Control (AFC—software option)
11.6 Adaptive Feed Control (AFC—
software option)
Application
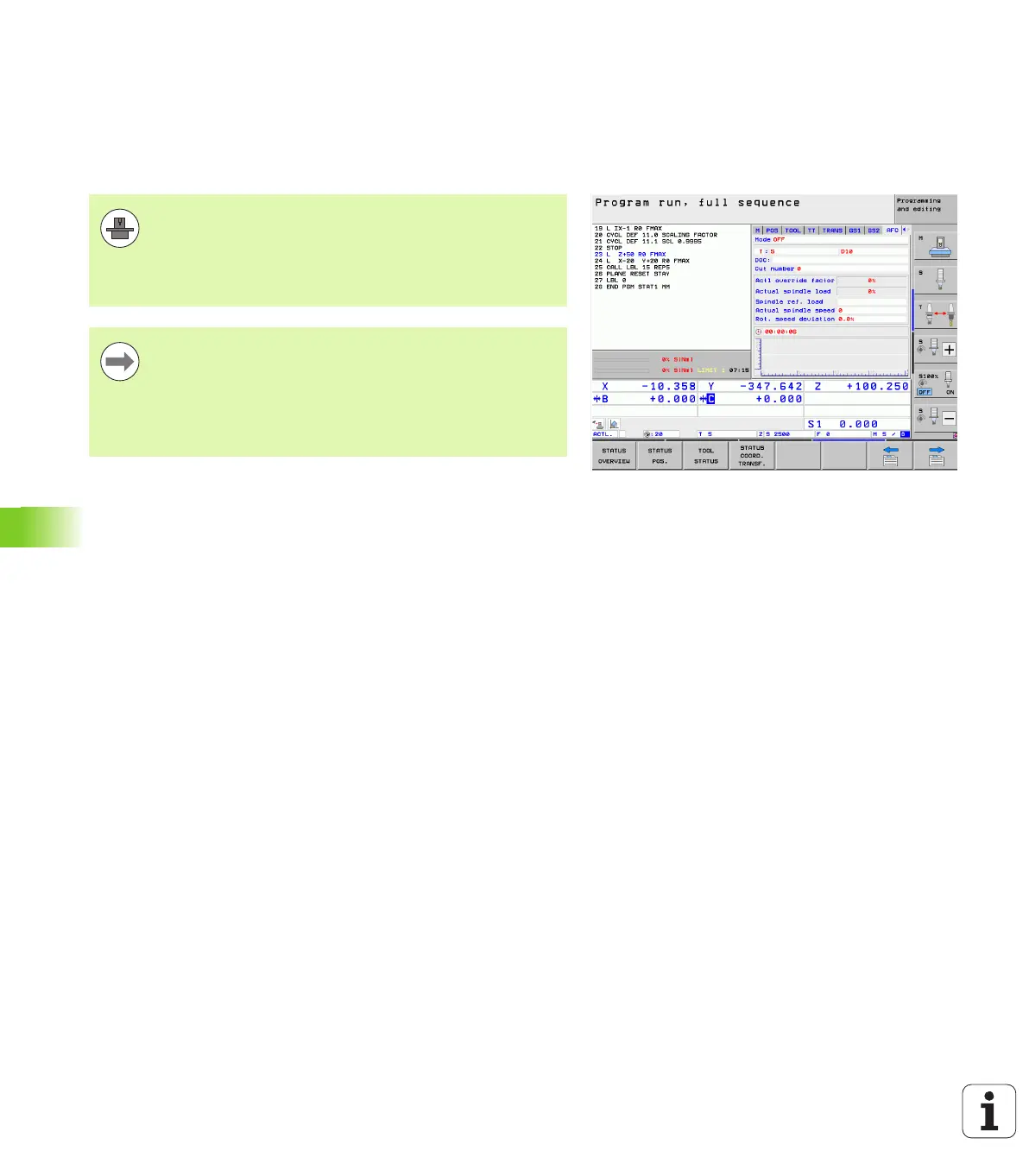
In adaptive feed control the TNC automatically controls the feed rate
during program run as a function of the current spindle power
consumption. The spindle power required for each machining step is
to be recorded in a teach-in cut and saved by the TNC in a file
belonging to the part program. When each machining step is started,
which is normally when the spindle is switched on, the TNC controls
the feed rate so that it remains within the limits that you have defined.
This makes it possible to avoid negative effects on the tool, the
workpiece, and the machine that might be caused by changing cutting
conditions. Cutting conditions are changed particularly by:
Tool wear
Fluctuating cutting depths that occur especially with cast parts
Fluctuating hardness caused by material flaws
Adaptive feed control (AFC) offers the following benefits:
Optimization of machining time
By controlling the feed rate, the TNC tries to maintain the recorded
maximum spindle power during the entire machining time. It
shortens the machining time by increasing the feed rate in
machining zones with little material removal.
Tool monitoring
If the spindle power exceeds the recorded maximum value, the TNC
decreases the feed rate until the reference spindle power is
reattained. If the maximum spindle power is exceeded during
machining and at the same time the feed rate falls below the
minimum that you defined, the TNC reacts by shutting down. This
helps to prevent further damage after a tool breaks or is worn out.
Protection of the machine's mechanical elements
Timely feed rate reduction and shutdown responses help to avoid
machine overload
The AFC feature must be enabled and adapted by the
machine tool builder. Refer to your machine manual.
Your machine tool builder may also have specified
whether the TNC uses the spindle power or any other
value as the input value for the feed control.
Adaptive feed control is not intended for tools with
diameters less than 5 mm. This limit diameter might also
be greater if the spindle’s rated power is very high.
Do not work with adaptive feed control in operations in
which the feed rate and spindle speed must be adapted to
each other, such as tapping.

 Loading...
Loading...








