HEIDENHAIN iTNC 530 485
12.1 Execution of CAM programs
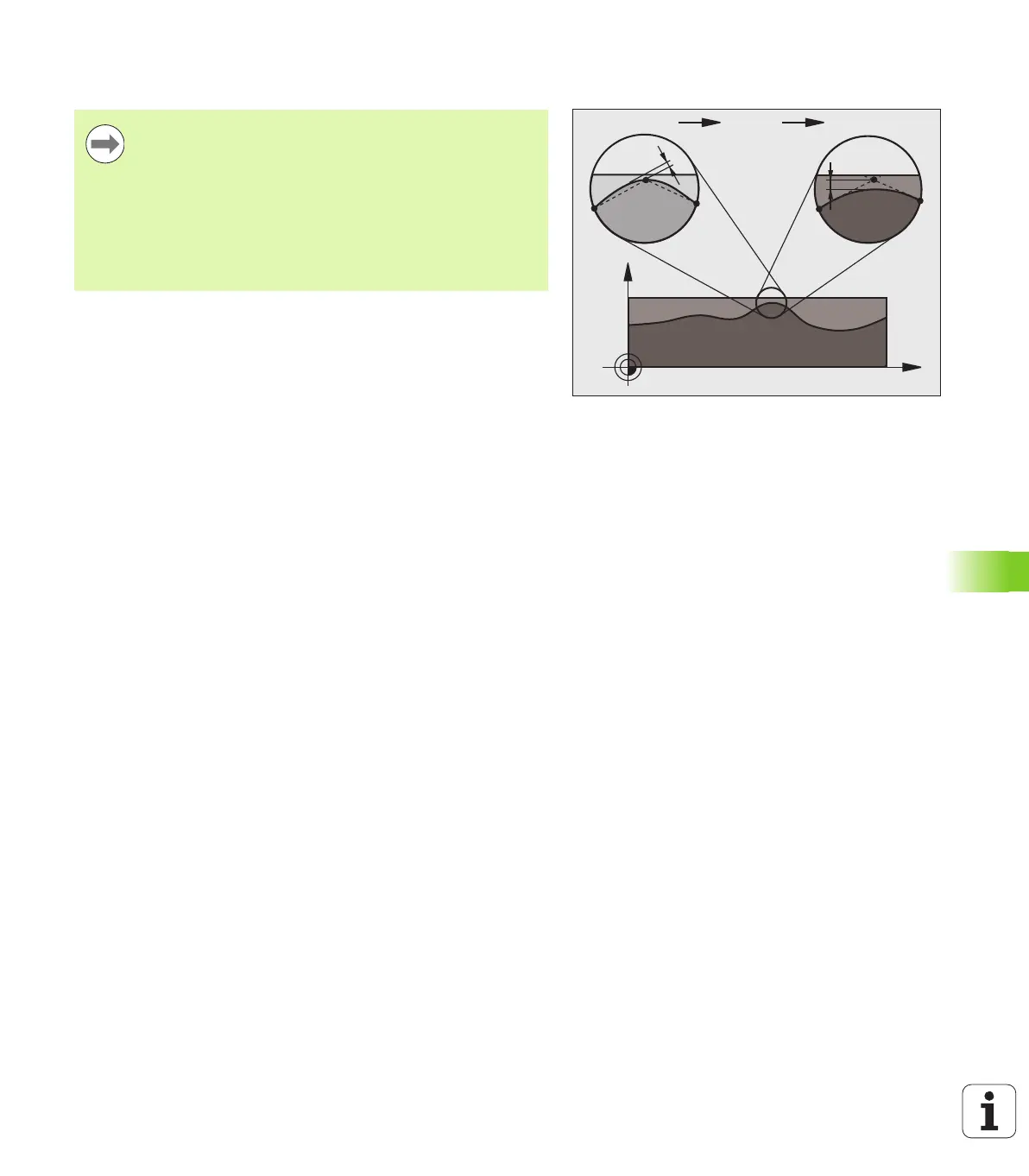
Please note the following for CAM programming
How to adapt the chord error in the CAM program, depending on the
machining:
Roughing with a preference to speed
Use higher values for the chord error and the appropriate
tolerance in Cycle 32. Both values depend on the oversize
required on the contour. Typical values for the tolerance in Cycle
32 are between 0.05 mm and 0.3 mm. A typical chord error in the
CAM program is between 0.004 mm and 0.030 mm. If a special
cycle is available on your machine, use the roughing mode. In
roughing mode the machine generally moves with high jerk values
and high accelerations
Finishing with a preference to high accuracy
Use smaller values for the chord error and an appropriately small
tolerance in Cycle 32. The data density must be high enough for
the TNC to detect transitions and corners exactly. Typical values
for the tolerance in Cycle 32 are between 0.002 mm and
0.006 mm. A typical chord error in the CAM program is between
0.001 mm and 0.004 mm. If a special cycle is available on your
machine, use the finishing mode. In finishing mode the machine
generally moves with low jerk values and low accelerations
Finishing with a preference to high surface definition
Use smaller values for the chord error and an appropriately large
tolerance in Cycle 32. The TNC then smoothes the contour more
exactly. Typical values for the tolerance in Cycle 32 are between
0.010 mm and 0.020 mm. Do not define the chord error in the
CAM program to a value greater than 0.005 mm. If a special cycle
is available on your machine, use the finishing mode. In finishing
mode the machine generally moves with low jerk values and low
accelerations
When defining roughing operations, make sure that the
sum of the chord error defined in the CAM system and
the tolerance from Cycle 32 is less than the defined
machining oversize. This ensures that no contour gouging
will occur.
When defining finishing operations, make sure that the
chord error defined in the CAM system is not set to
greater than 5 µm. In Cycle 32, use the appropriate
tolerance factor T of 1.3 to 5.

 Loading...
Loading...








