Inspection
- 73 -
z
There are 4 kinds as above, and the
crankshaft also can be used by
regrinding as above.
<“R part” standard value>
①
Crank pin 'R' : 4.0
②
Crank journal 'R' : 4.0
NOTE :
In case of crankshaft regrinding, the “R part” at the end of bearing must accurately
be ground without fail and should avoid any processed jaw or coarse surface
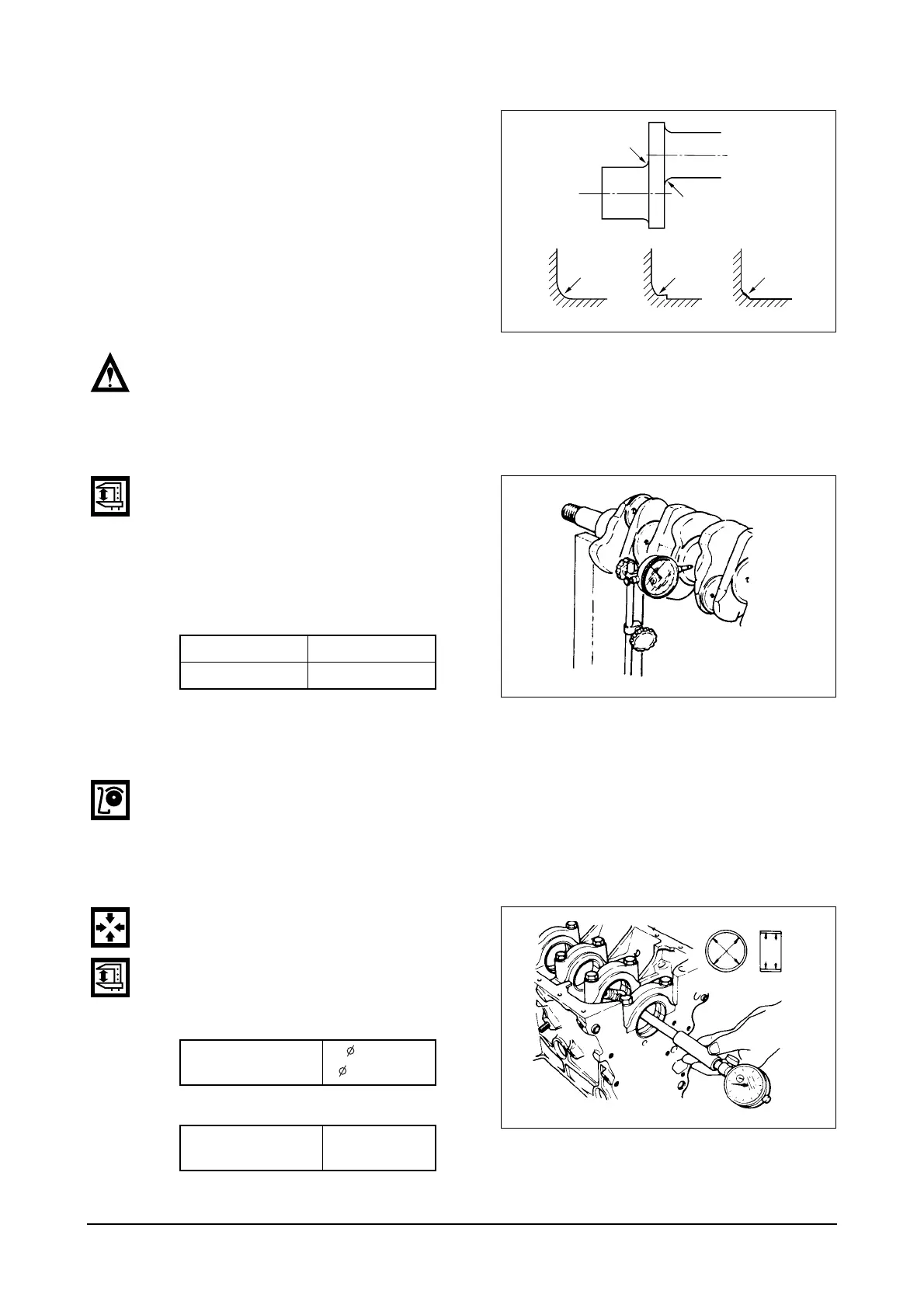
b) Run out of crankshaft
z
Place the crankshaft on the V-
block.
z
Place the dial gauge on the
surface plate and measure the run
out of crankshaft rotating the
crankshaft
2) Inspection on crankshaft bearing and connecting rod bearing Inspection
z
Inspect the crankshaft bearing and connecting rod bearing for any damages such as lopsided
wear, scratch etc. and if abnormal, replace it.
z
Inspect the oil clearance between the crankshaft and bearing.
a) How to utilize the cylinder gauge
z
Assemble the main bearing at the
cylinder block and after tightening
the bearing cap at the specified
torque, measure the inside
diameter.
Standard Limit
0.06 mm 0.4 mm
Journal bearing
nominal diameter
103.98 ~
104.00 mm
Bearing cap
Bolt torque
Initial 30 kg
⋅
m
+ angle 90
°
" R "
" R "
" R "
" R " " R "
EFM2048I
0
-0.5
0
-0.5
EA0M4023
EA0M4019

 Loading...
Loading...