6-23
Chapter 6 INSPECTION AND REPAIR OF BASIC ENGINE
5. Crankcase and Crankshaft - Inspect and Repair
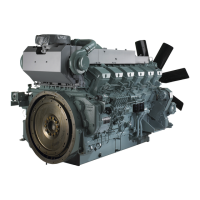
5.1 Crankcase Top Surface Distortion - Measure
Apply a straight edge to the top surface of the crankcase and
measure its distortion with thickness gauges.If the value
exceeds the limit, replace the cylinder head with a new one,
or repair by grinding.
After grinding, record the maximum depth of grinding.Note
that the total grinding amount, which includes the grinding
depth of bottom surface of cylinder head, must be 0.50 mm
[0.020 in.] or less.
Crankcase Top Surface Distortion - Measure
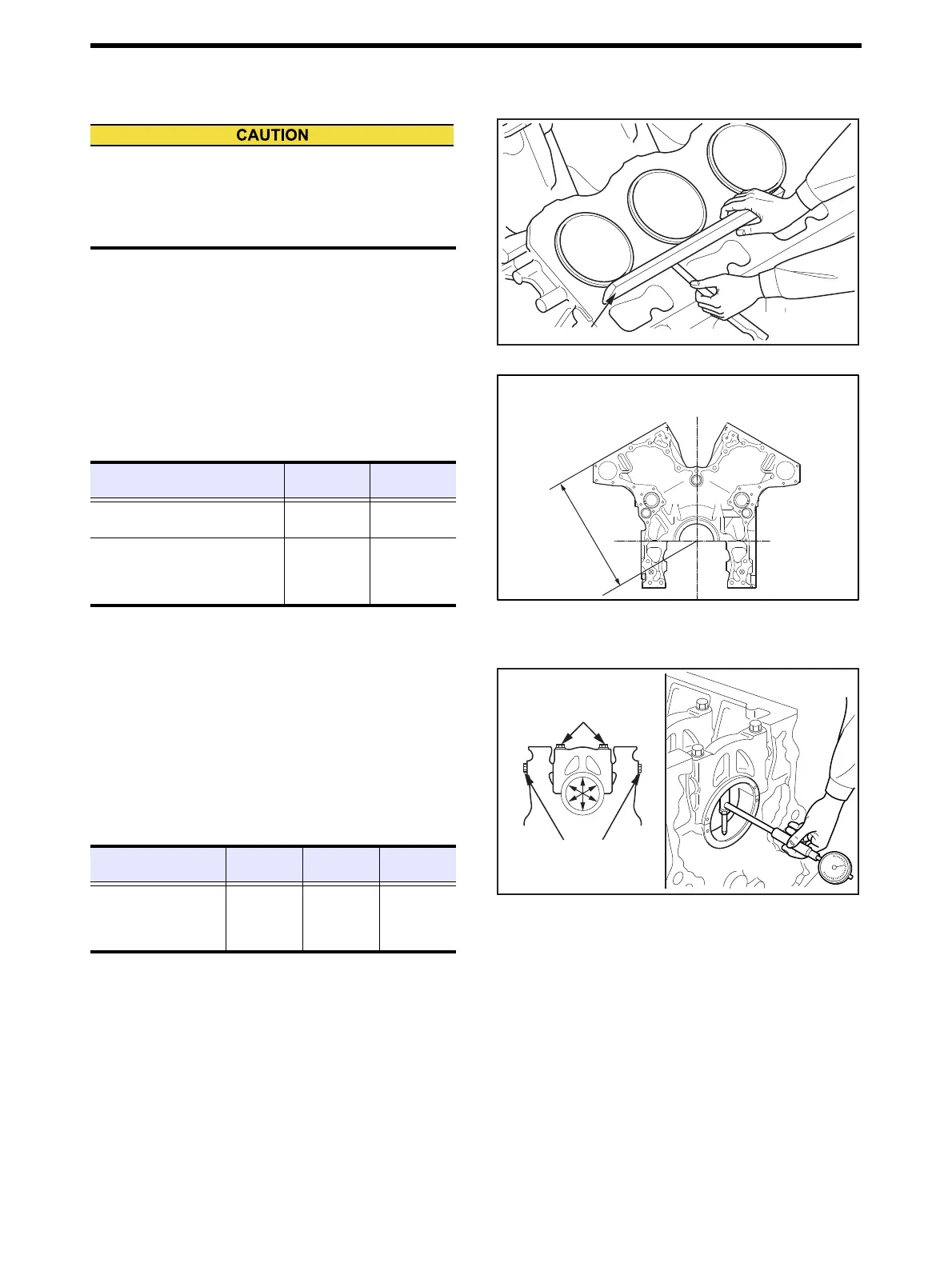
From the center of crank journal to the top of
crankcase
5.2 Inside Diameter of Main Bearing Housing Bore - Measure
(1) Assemble the main bearing cap in crankcase in accor-
dance with the specified method.
Note: For tightening procedure for main bearing cap, refer to
"Main bearing cap - Install" of "ASSEMBLY OF BA-
SIC ENGINE."
(2) Measure the housing diameter in vertical and two diag-
onal directions.
Inside Diameter of Main Bearing Housing Bore -
Measure
Refacing depth of crankcase is to be minimum.
Excessive grinding of the crankcase may result in
defects such as defective combustion and stamping
between piston and valve.
Item
Standard
value
Limit value
Crankcase top surface distortion
0.1 mm
[0.004] or less
0.20 mm
[0.0079 in.]
Height From the Crank Journal
Center to crankcase Top Surface
(Reference value)
468.95 to
469.05 mm
[18.462 to
18.466 in.]
-
Straight edge
Straight edge
Crankcase top face roughness:
Ra 1.6 μ
468.95 to
469.05 mm
[18.4626 to
18.4665 in.]
m{ }
ٖٖ
ٖ
Item
Nominal
value
Standard
value
Limit value
Inside diameter of main
bearing bore
ø137 mm
[5.39 in.]
137.000 to
137.025 mm
[5.3935 to
5.3945 in.]
137.045 mm
[5.3953 in.]
588 ± 29 N·m
{60 ± 3.0 kgf·m}
[434 ± 21.4 lbf·ft]
[Wet]
147 ± 7.4 N·m ]
{15 ± 0.75 kgf·m}
[108 ± 5.46 lbf·ft]
[Wet]

 Loading...
Loading...