Engine Mechanical: 1D-88
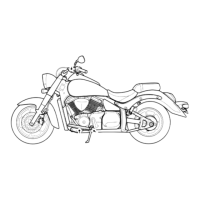
Special tool
(A): 09900–20203 (Micrometer (1/100 mm,
50 – 75 mm))
4) Select the specified bearings from the bearing
selection table.
CAUTION
!
The bearings should be replaced as a set.
Bearing selection table
Bearing thickness specification
Crankshaft Journal Bearing Inspection and
Selection
B822H11406029
Refer to “Engine Bottom Side Disassembly (Page 1D-
59)”.
Refer to “Engine Bottom Side Assembly (Page 1D-68)”.
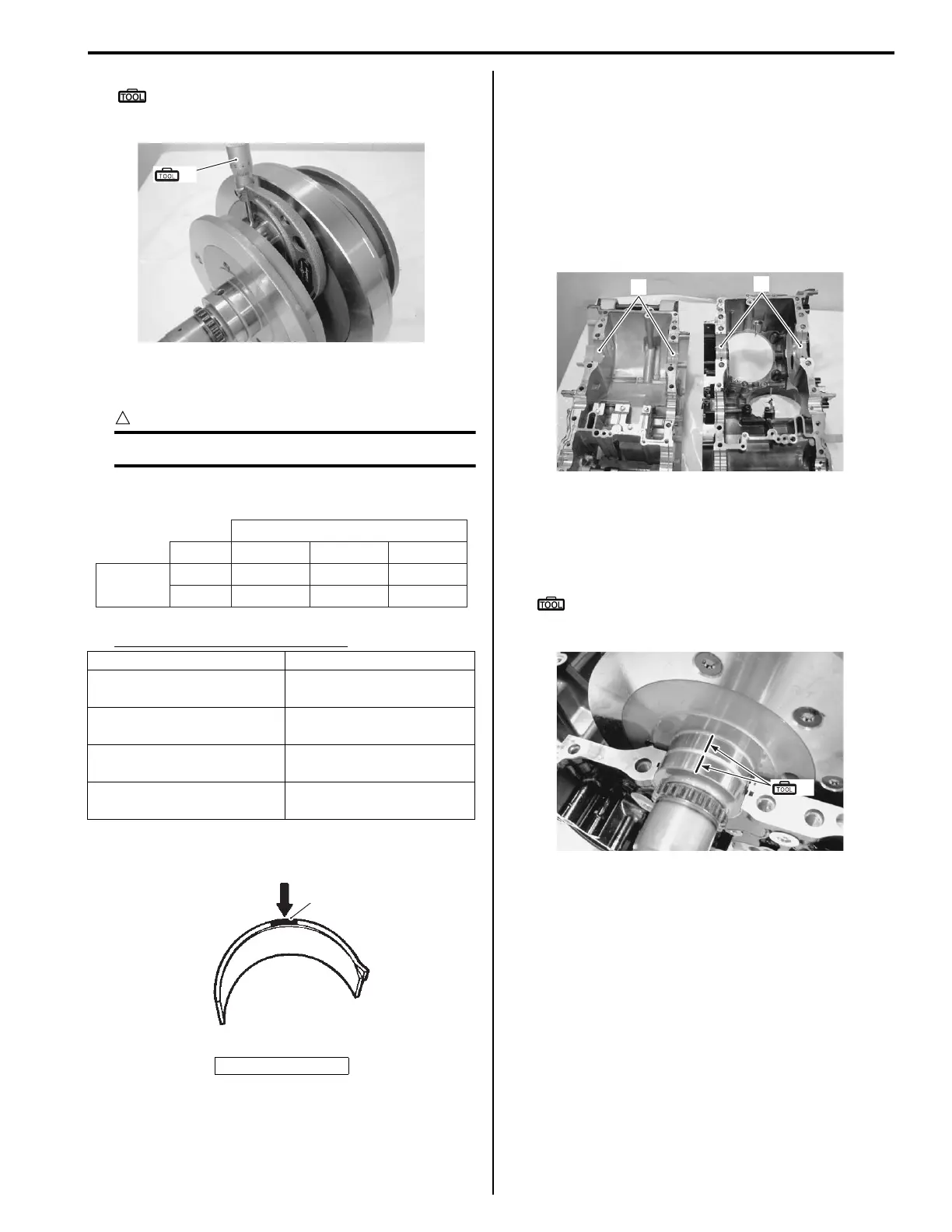
Inspection
1) Inspect each upper and lower crankcase bearing (1)
for any damage.
2) Install the crankshaft assembly into the upper
crankcase.
3) Place the plastigauge axially along the crankshaft
journal, avoiding the oil hole, as shown in the figure.
Special tool
(A): 09900–22301 (Plastigauge (0.025 –
0.076 mm))
Color “C” (Part No.) Thickness
Green
(12164-48G00-0A0)
1.480 – 1.484 mm
(0.0583 – 0.0584 in)
Black
(12164-48G00-0B0)
1.484 – 1.488 mm
(0.0584 – 0.0586 in)
Brown
(12164-48G00-0C0)
1.488 – 1.492 mm
(0.0586 – 0.0587 in)
Yellow
(12164-48G00-0D0)
1.492 – 1.496 mm
(0.0587 – 0.0589 in)
“C”: Color code
(A)
I822H1140298-01
Conrod
I.D. “A”
”
Code
1
2
1
Green
Black
2
Black
Brown
3
Brown
Yellow
Crank pin O.D. “B
I718H1140293-01
“C”
I649G1140336-02
1
1
I822H1140299-01
(A)
I822H1140300-02

 Loading...
Loading...