ACTA 4000 User Guide Printouts from ACTA
9836 4171 01 2008-12 121 (136)
9.3 Capability studies
The purpose of capability studies is to indicate how well a process or machine performs within the
tolerance limits. As for control charts, the method described below is only applicable to normal
distributions.
Most commonly used are the ordinary machine capability index, CM, and the modified machine capability
index, CMK. CM is defined as the ratio of tolerance interval and the six sigma interval:
6σ
)(toleranceMin )(toleranceMax
CM
−
=
Equation 10 Machine capability (CM) definition
A common requirement is for the CM-value to exceed 1.33. This indicates that six times the standard
deviation covers no more than 75% of the tolerance interval.
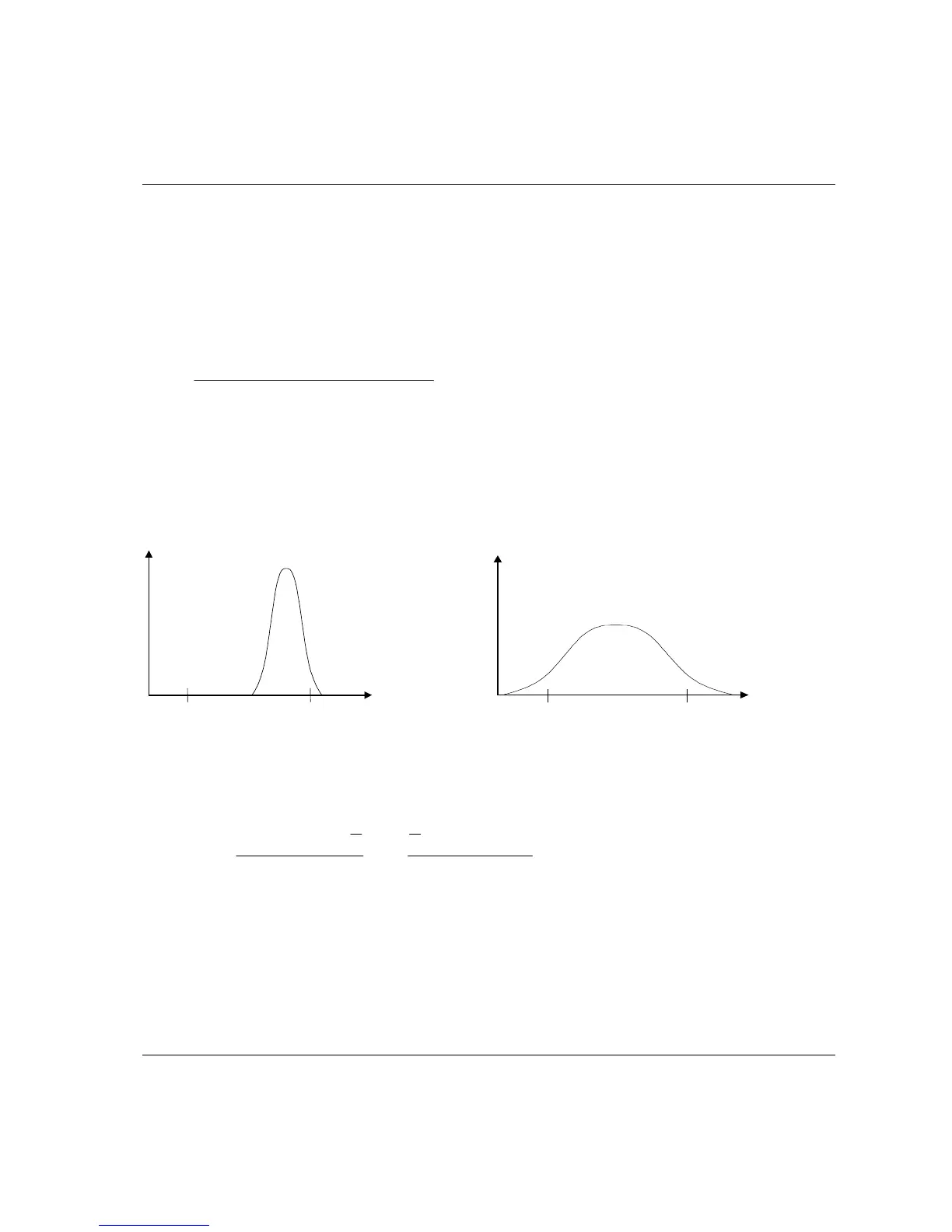
However, this index does not ensure that the distribution is centered in the middle of the tolerance interval.
The process may still perform outside of the tolerance interval, even if the scatter is small.
Min Max
Min Max
Figure 7 High CM, badly centered process Figure 8 Low CM, well centered process
The modified process capability index takes into account both setting and spread of data. CMK is defined
by Equation 11:
()
−
33
toleranceMinX
or
XtoleranceMax
ofMinimum
Equation 11 Modified Machine Capability (CMK) definition
The most common CMK requirement is at least 1.33. Some manufacturers require CMK of 1.5 or more.

 Loading...
Loading...
