Cycles
9.5 Taper grinding - CYCLE405
Cylindrical grinding
164 Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
9.5 Taper grinding - CYCLE405
Programming
CYCLE405(N_SITZ, Z_START, Z_ENDE, X_START, X_ENDE, W_BREITE, UBL, RAD,
B_ART, ZU_ART, BVU1, BVU2, X_A_LU, X_A_SR, X_A_SL, X_A_FS, SRZ, SLZ, FSZ,
N_SR, N_SL, N_FS, D_SR, D_SL, D_FS, ESL, EFS, FX_SR, FX_SL, FX_FS, FZ_SR,
FZ_SL, FZ_FS, MZ, KS, F_KS, UWERK)
Parameter
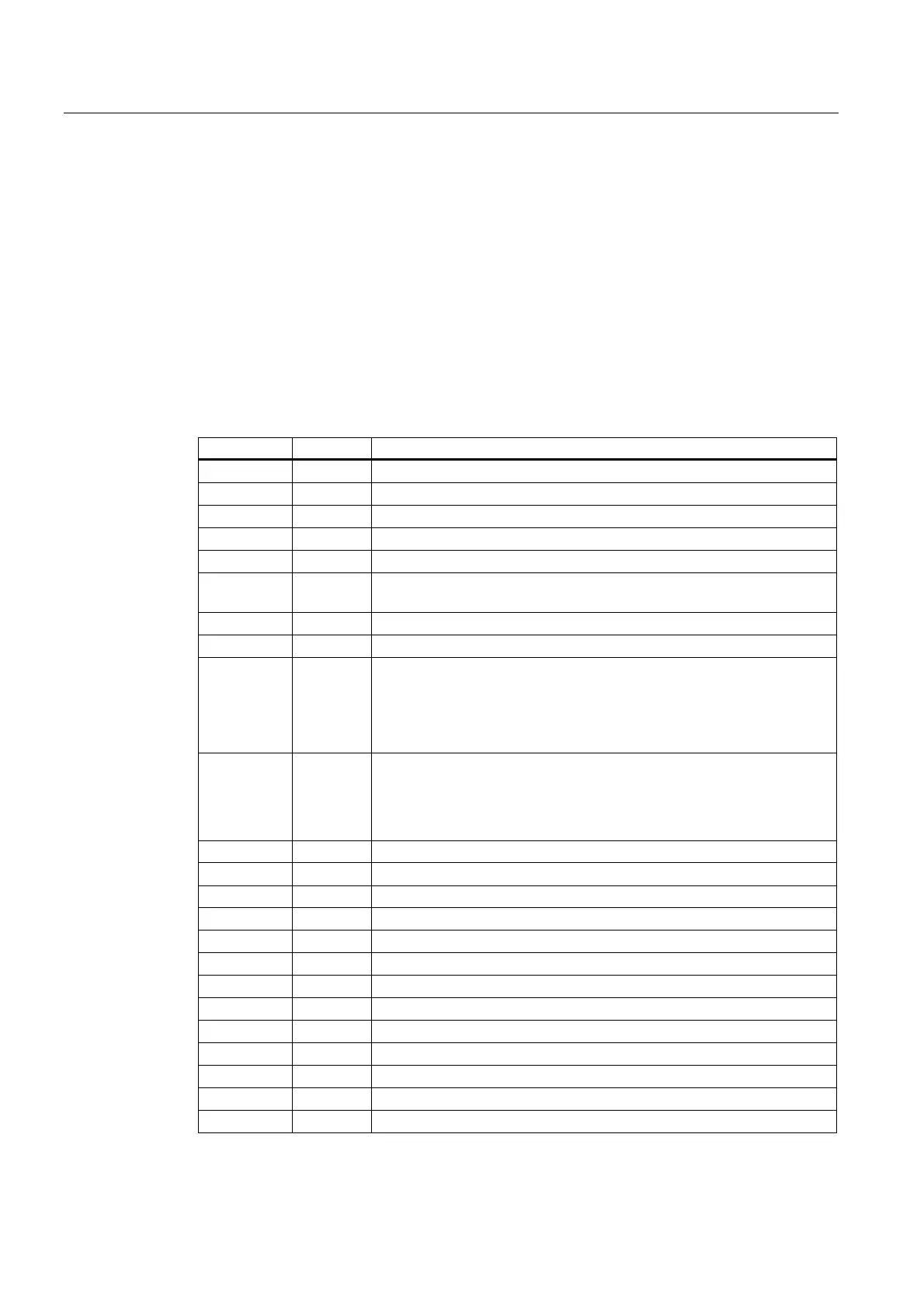
Table 9- 1 Parameters of CYCLE405
Parameter Data type Meaning
N_SITZ INT Seat number
Z_START REAL Z axis starting position (abs)
Z_ENDE REAL Z axis end position (abs)
X_START, REAL X axis starting position (abs)
X_ENDE REAL X axis end position (abs)
W_BREITE REAL Tool width optional; if value > 0 then this value is only used for internal
calculations
UBL REAL Overlapping when performing multiple plunge-cutting
RAD REAL Crown height
B_ART INT Type of machining for plunge-cutting or longitudinal grinding:
0=longitudinal grind everything
1=plunge-cutting, roughing
2=roughing, finishing, plunge-cutting
3=plunge-cut everything
ZU_ART INT Feed type for longitudinal grinding:
-1=start page
0=both sides
1=end
BVU1 REAL Sparking-out revolutions start
BVU2 REAL Sparking-out revolutions end
X_A_LU REAL Air grinding allowance (incr.)
X_A_SR REAL Roughing allowance (incr.)
X_A_SL REAL Finishing allowance (incr.)
X_A_FS REAL Fine-finishing allowance (incr.)
SRZ REAL Roughing feedrate, per stroke
SLZ REAL Finishing feedrate, per stroke
FSZ REAL Fine-finishing feedrate, per stroke
N_SR INT Sparking-out strokes following roughing
N_SL INT Sparking-out strokes following finishing
N_FS INT Sparking-out strokes following fine-finishing
D_SR INT Dressing strokes after roughing

 Loading...
Loading...












