Cylindrical grinding
Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
377
Appendix
A
A.1 User data
The user data is internally processed in the grinding cycles. They are stored in the program
manager of the control system (in the directory \DEF) as a definition file and remain stored
even when the control is switched off and on.
Description of the user data
The parameters included in the definition files are described as follows:
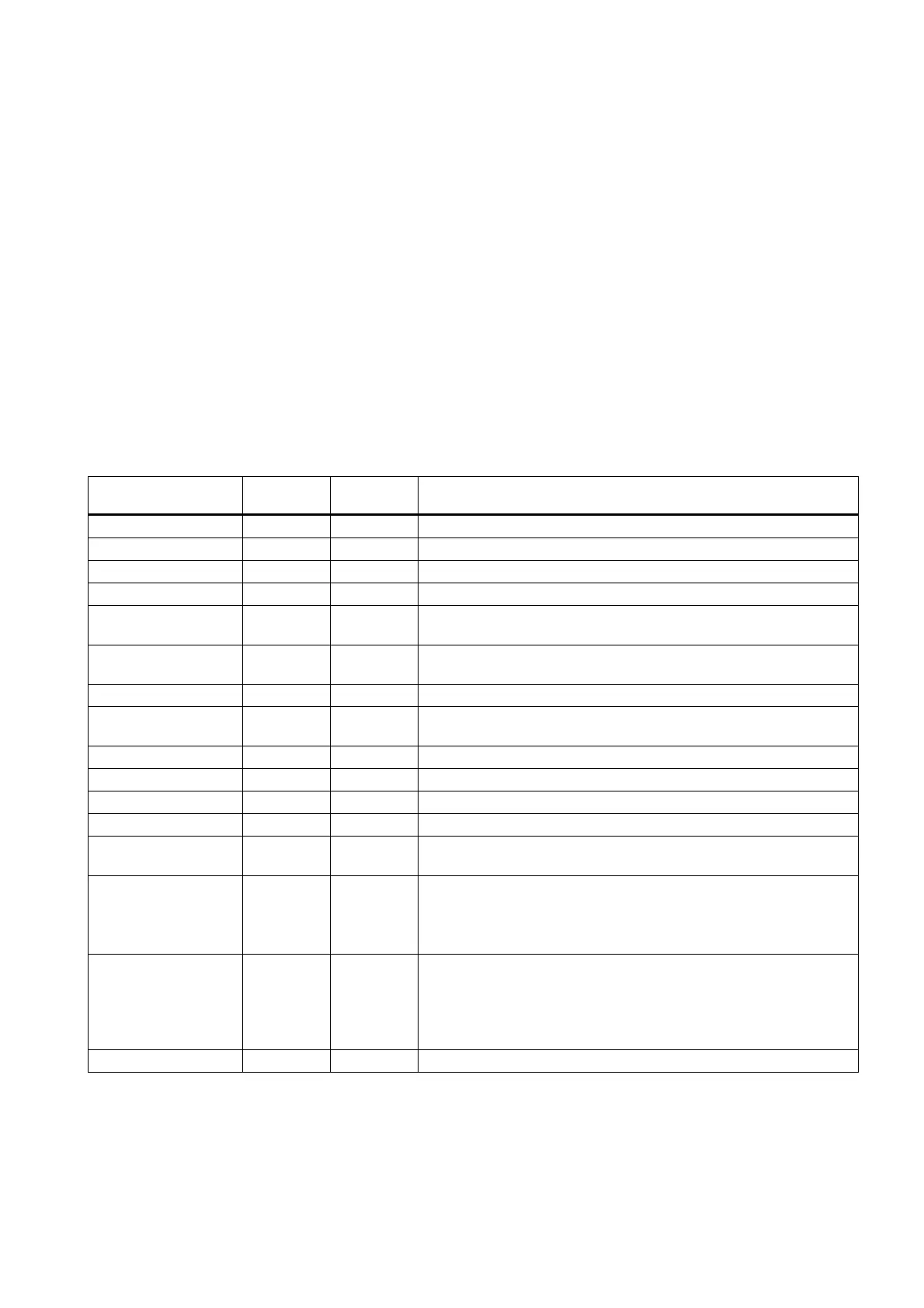
Name Type Default
Value
Description
_GC_LERF REAL Detected longitudinal position when setting up
_GC_LVER REAL Offset during longitudinal position sensing
_GC_LNPVZ REAL Initial Z zero shift during calibration
_GC_LXPOS REAL X position while longiitudinal position is sensed
_GC_PARR[20] REAL REAL type parameters for inter cycle as well as cycle HMI
communication
_GC_PAR[0] INT 0/1 Selection of the type of plunging feedrate in mm/min / specific cutting
volumes
_GC_PAR[1] INT 0/1 Selection of the longitudinal grinding feedrate in mm/min or mm/rev
_GC_PARI[20] INT INTEGER type parameters for inter cycle as well as cycle HMI
communication
_GC_SYNC INT 0 HMI synchronisation parameters
_GC_SYNC INIRE INT 0 Delete synchronisation parameters on reset
_GC_WPC INT 0 Workpiece counter for dressing interval
_GC_BAXIS STRING[10] Name of the swivel axis
_GC_DNUM INT 7 D number for the 1st data block of dressing data in the tool
compensation
_GC_KNVX INT 0 There it is defined how the detected offset will be taken into account
in X:
0 ... Through work offset (NV)
1 ... as wheel diameter offset
_GC_KORR
INT 0 Selection of measurement control compensation computation
0 ... Compensation of the setpoint-actual value difference in the wear
of the wheel / dresser
1 ... Compensation of the setpoint-actual value difference in WO in X
2 ... No compensation of the setpoint-actual value difference
_GC_MF[20] INT M command number

 Loading...
Loading...












