Cycles
9.11 Oblique plunge-cutting – CYCLE413
Cylindrical grinding
Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
185
9.11 Oblique plunge-cutting – CYCLE413
Programming
CYCLE413(N_SITZ, X_SOLL, Z_SCH, WIN, B_ART, A_LU, A_SR, A_SL, A_FSL, F_SR,
F_SL, F_FSL, TIME, MZ, KS, F_KS, UWERK)
Parameter
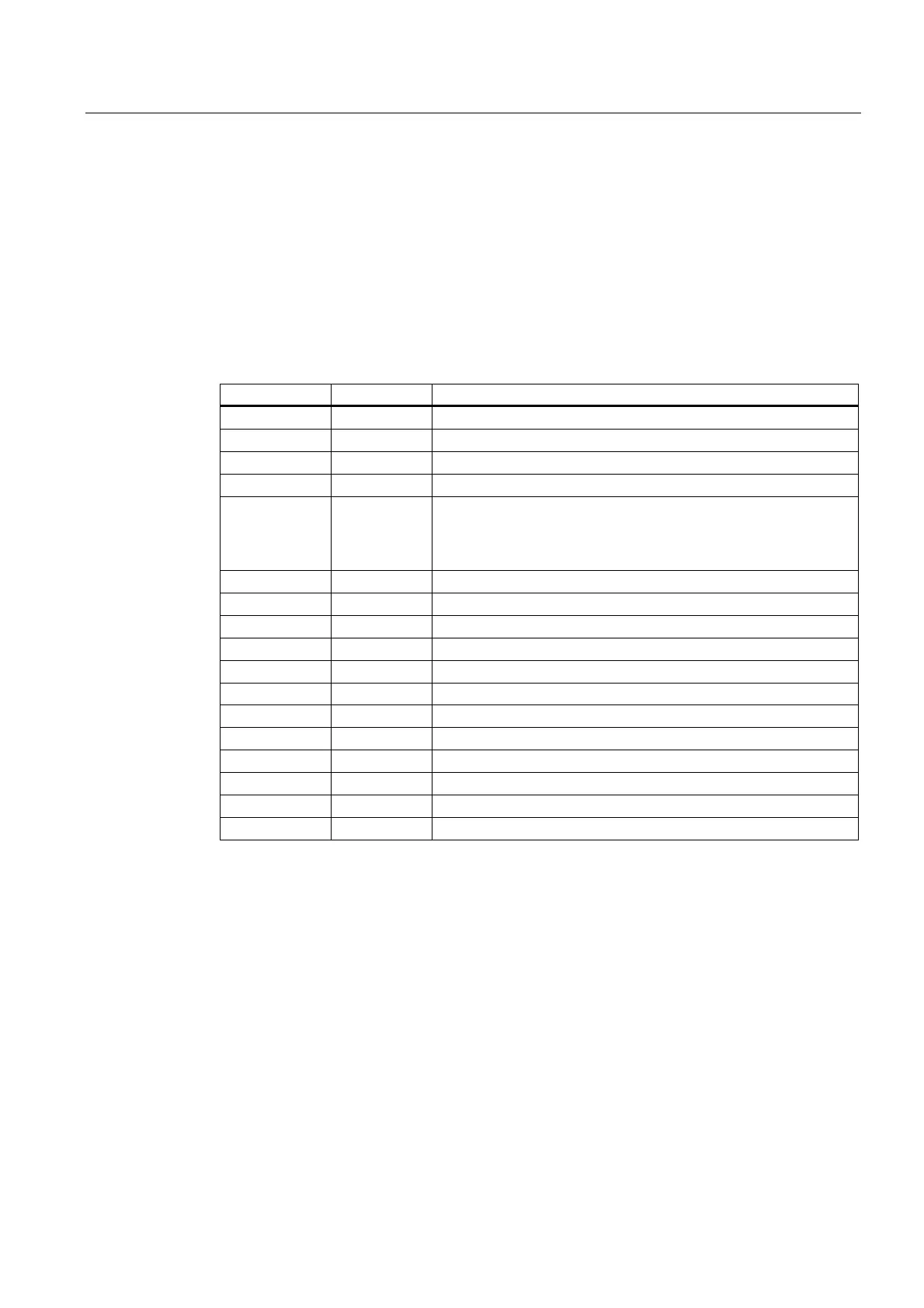
Table 9- 7 Parameters of CYCLE413
Parameter Data type Meaning
N_SITZ INT Seat number
X_SOLL REAL Setpoint diameter (abs.)
Z_SCH REAL Shoulder dimension in Z (abs.)
WIN REAL Oblique plunge-cut angle (incr.)
B_ART INT Machining type:
1=roughing
2=finishing+fine-finishing
3=roughing+finishing+fine-finishing
A_LU REAL Air allowance (incr.)
A_SR REAL Roughing allowance (incr.)
A_SL REAL Finishing allowance (incr.)
A_FSL REAL Fine-finishing allowance (incr.)
F_SR REAL Feedrate for roughing
F_SL REAL Feedrate for finishing
F_FSL REAL Feedrate for fine-finishing
TIME REAL Sparking-out time (s)
MZ INT Measurement control Yes=1/No=0
KS INT Acoustic emission sensor Yes=1/No=0
F_KS REAL Feedrate for air grinding [mm/min]
UWERK REAL Workpiece peripheral speed [m/min]
Function
The oblique plunge-cutting cycle is used for machining a cylindrical seat or for machining a
shoulder and a diameter simultaneously. The wheel width must be greater than or equal to
the width of the seat to be machined.
An acoustic emission sensor can be used to bridge the distance between the starting point
and the actual workpiece surface within an optimum time by sparking.
The plunge-cutting direction is determind by means of the angle.
● Negative angle → plunge-cutting motion in Z+ direction
● Positive angle → plunge-cutting motion in Z- direction
To check the workpieces for their finished dimension and to switch the individual feedrates in
the various technological sections, a measurement control (caliper) which is already in use
during the machining can be used.

 Loading...
Loading...












