Programming
10.2 Positional data
Cylindrical grinding
242 Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
G700/G710 however, also affects the feedrate F (inch/min, inch/rev. or mm/min, mm/rev.).
Note
Cycles for external cylindrical grinding only support metric dimensions.
10.2.4 Radius / diameter dimensions: DIAMOF, DIAMON, DIAM90
Functionality
For machining parts, the positional data for the X–axis (transverse axis) is programmed as
diameter dimensioning. When necessary, it is possible to switch to radius dimensioning in
the program.
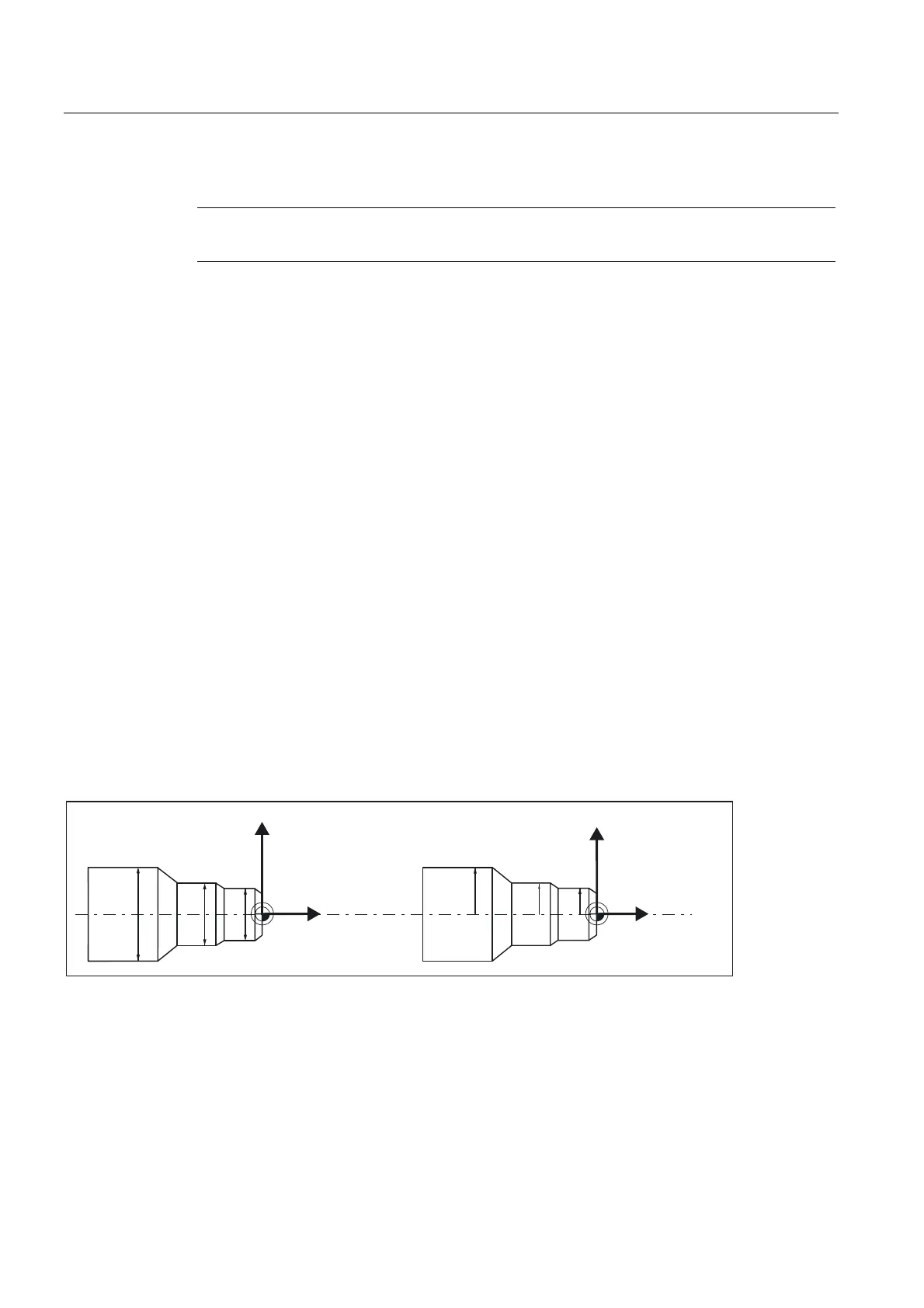
DIAMOF or DIAMON assesses the end point specification for the X axis as radius or
diameter dimensioning. The actual value appears in the display accordingly for the
workpiece coordinate system.
For DIAM90, irrespective of the traversing method (G90/G91), the actual value of the
transverse axis is always displayed as a diameter. This also applies to reading of actual
values in the workpiece coordinate system with MEAS, MEAW, $P_EP[x] and $AA_IW[x].
Programming
DIAMOF ; Radius dimensioning
DIAMON ; Diameter dimensioning
DIAM90 ; diameter dimensioning for G90, radius dimensioning for G91
5
5
5
'LDPHWHUGLPHQVLRQV
',$021
7UDQVYHUVHD[LV
5DGLXVGLPHQVLRQLQJ
',$02)
7UDQVYHUVHD[LV
/RQJLWXGLQDOD[LV /RQJLWXGLQDOD[LV
;
;
:
:
= =
Figure 10-4 Diameter and radius dimensioning for the transverse axis

 Loading...
Loading...












