Programming
10.2 Positional data
Cylindrical grinding
244 Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
10.2.5 Programmable work offset: TRANS, ATRANS
Functionality
The programmable work offset can be used:
● for recurring shapes/arrangements in various positions on the workpiece
● when selecting a new reference point for the dimensioning
● as a stock allowance when roughing
This results in the current workpiece coordinate system. The rewritten dimensions use this
as a reference.
The offset is possible in all axes.
Note
In the X-axis, the workpiece zero should be in the turning center due to the functions of
diameter programming (DIAMON) and constant cutting speed (G96). For this reason, use no
offset or only a small offset (e.g. as allowance) in the X axis.
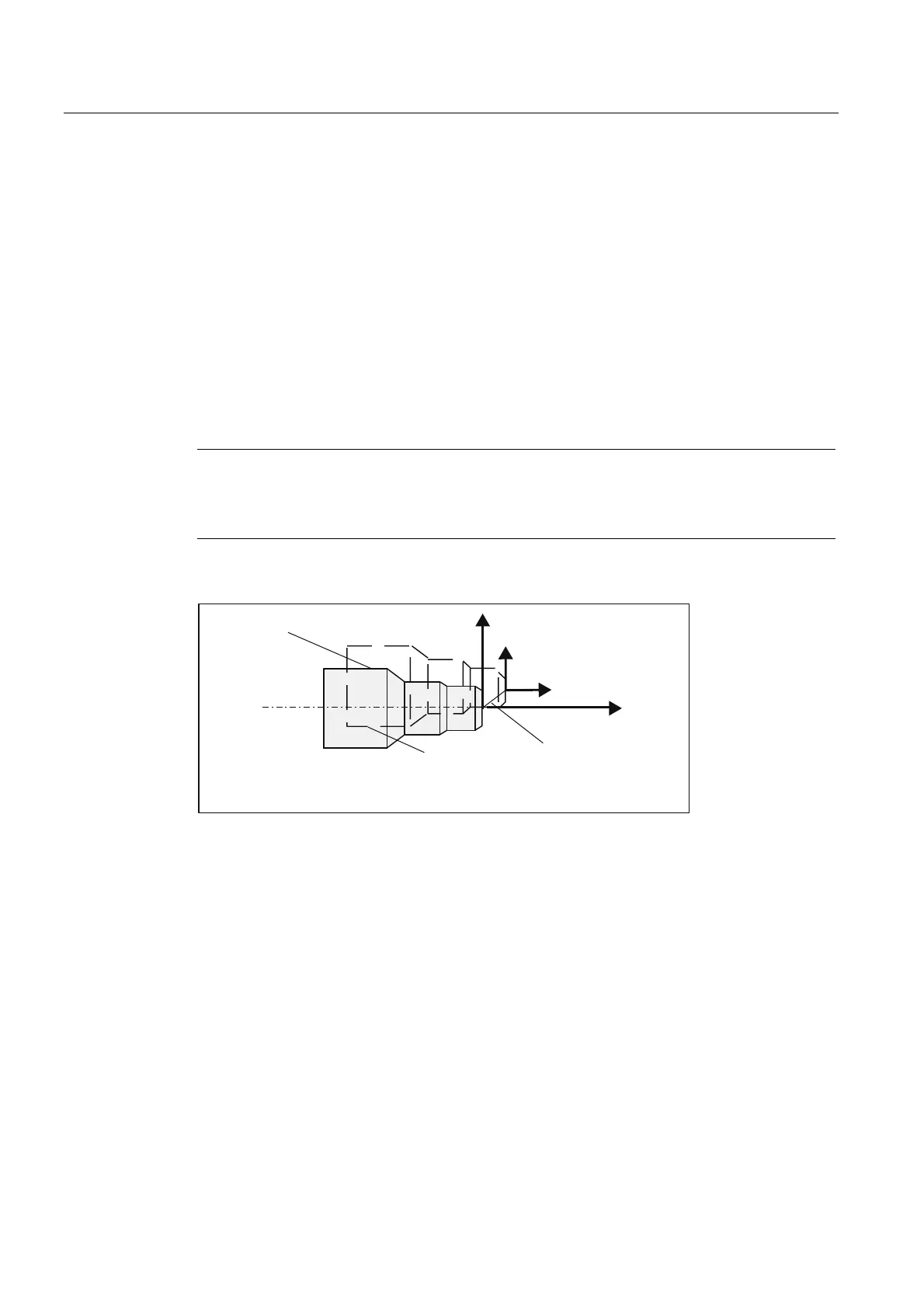
:RUNSLHFHRIIVHW
2IIVHW;=
:RUNSLHFH
$FWXDO
$FWXDO
;
;
=
=
:
:RUNSLHFHRULJLQDO
Figure 10-5 Effect of the programmable offset
Programming
TRANS Z... ; programmable offset, deletes old instructions for offsetting, rotation,
scaling factor, mirroring
ATRANS Z... ; programmable offset, additive to existing instructions
TRANS ; without values: clears old instructions for offset, rotation, scaling factor,
mirroring
The instructions that contain TRANS or ATRANS each require a separate block.