Cycles
9.16 Dressing with profile roller - CYCLE430
Cylindrical grinding
Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
207
9.16 Dressing with profile roller - CYCLE430
Programming
CYCLE430( X_AB, F_TVOR, F_VOR, N_AUSROLL, N_ABR, USCH, N_AWST)
Parameter
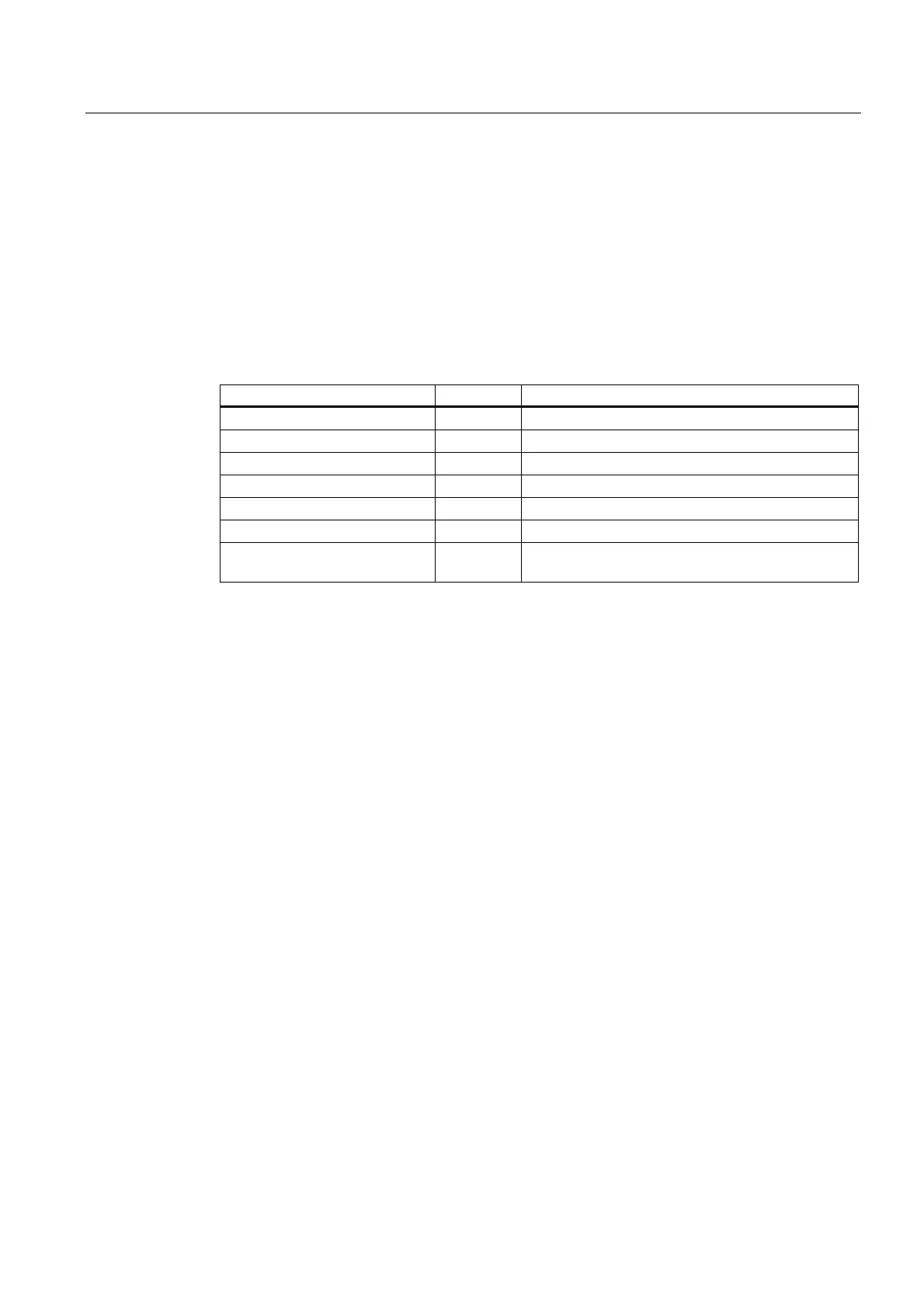
Table 9- 13 Parameters of CYCLE430
Parameter Data type Meaning
X_AB REAL Dressing amount in X/Y (incr.)
F_TVOR REAL Insertion stroke in mm/rev
F_VOR REAL Dressing feedrate in mm/rev
N_AUSROLL REAL Coasting revolutions
N_ABR INT Number of dressing strokes
USCH REAL Wheel peripheral speed
N_AWST INT Number of workpieces between two dressing
operations
Function
This cycles is used for dressing wheels with a profile roller.
Following dressing (after each stroke), the dressed amount is taken into account in the wear
parameters of the current tool offset.
Dressing is performed in accordance with workpiece counter _GC_WKS.
Sequence of operations
If a profiling allowance is specified, then this is processed first. This value can also be used
to search for a dresser if no sensor system is installed.
When processing the profiling allowance, no dresser wear compensation is currently
performed.
The profiling allowance is taken into account in the base dimension of the dresser when
selecting the valid coordinate system. This saves having to use a programmable zero offset
for the grinding operations. The coasting revolutions are the number of revolutions taken for
the roller to come to a stop against the wheel.

 Loading...
Loading...












