Cycles
9.6 Z positioning with grinding wheel - CYCLE406
Cylindrical grinding
Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
167
9.6 Z positioning with grinding wheel - CYCLE406
Programming
CYCLE406(N_SITZ, CLEAR,_CAL Z_LPOS,_MODE, D_POS, Z_POS, ZSTW, A_Z, F_LU,
F_SR, N_FR, F_X_N, XSTART, XENDE)
Parameter
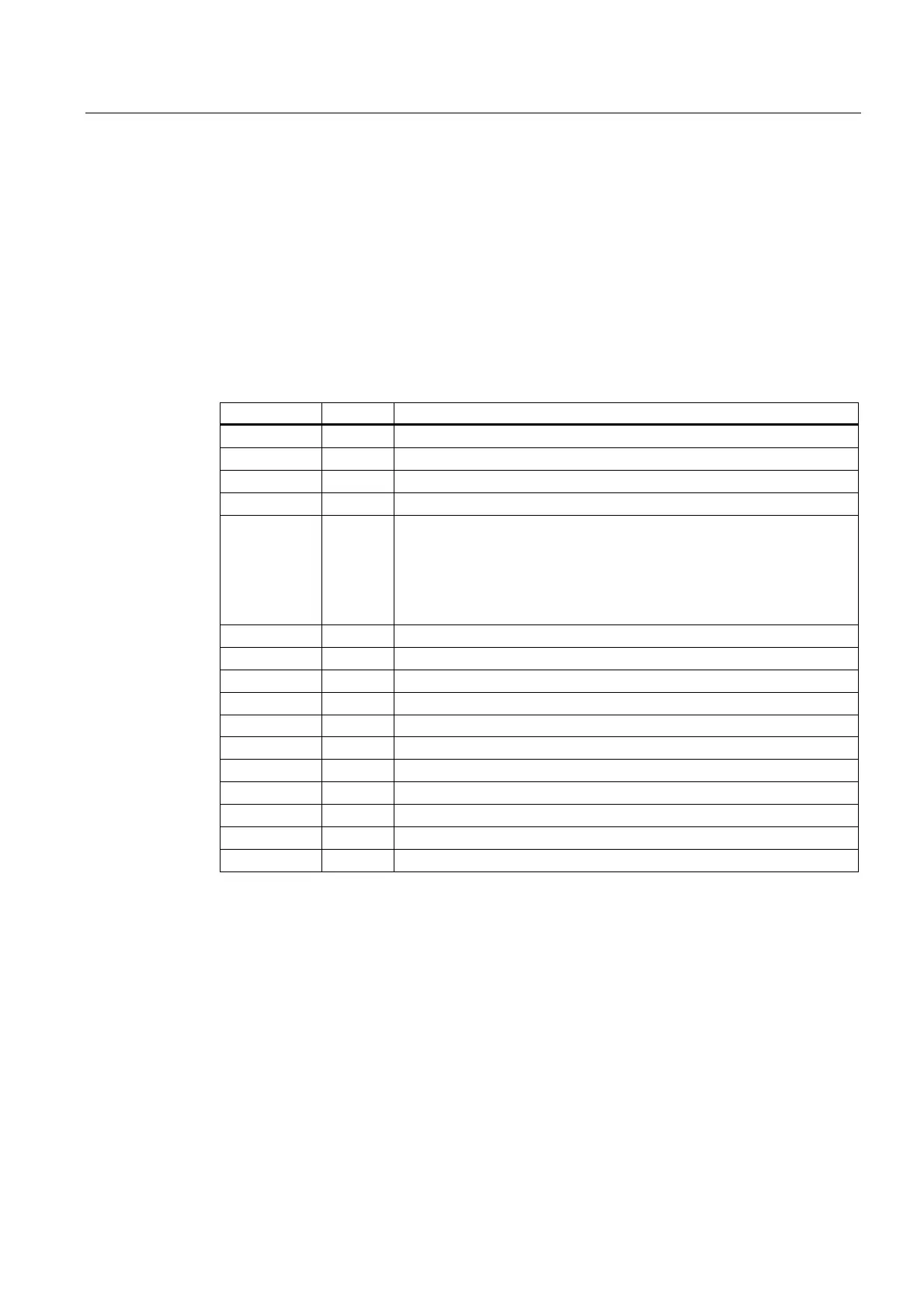
Table 9- 2 Parameters of CYCLE406
Parameter Data type Meaning
N_SITZ INT Seat number
CLEAR INT Deletes the old offset prior to the approach
CAL INT Sets axis to Z position at end
Z_LPOS INT Retraction direction
MODE INT Approach type:
0 = sensor+handwheel
1 = sensor+allowance
2 = just handwheel
3 = handwheel+allowance
D_POS REAL Diameter position
Z_POS REAL Z position for setting value
ZSTW REAL Z offset
A_Z REAL Z allowance after contact
F_LU REAL Feedrate for sparking
F_SR REAL Feedrate for grinding
N_FR REAL Sparking-out strokes with oscillation
SLZ REAL Finishing feedrate, per stroke
FX REAL X axis feedrate
XSTART REAL X axis starting position
XENDE REAL X axis end position
Function
This cycle is used for approaching and setting a Z position with the grinding wheel.

 Loading...
Loading...












